
Допускаемые напряжения для сварных швов
Допускаемые напряжения для сварных швов при статической нагрузке определяют по табл. 4.1 в зависимости от допускаемого напряжения [σ]р основного металла на растяжение:

где σт — предел текучести основного металла; [s]T — допускаемый коэффициент запаса прочности; [s]T= 1,35. 1,6 —для низкоуглеродистой и [s]T = 1,5. 1,7 — для низколегированной стали.
Рекомендации по конструированию сварных соединений
1. Из-за дефектов сварки на концах сварного шва (в местах зажи-гания и гашения дуги) минимальная длина шва должна быть не менее 30 мм.
2. В нахлесточных соединениях (см. рис. 4.4, а) длину перекрытия принимают не менее 4δ, где δ — минимальная толщина свариваемых деталей.
3. Длина лобовых швов не ограничивается. Длина фланговых швов ограничивается: lфЛ 2 ). Сварка ручная дуговая электродом типа Э50А. Размеры уголка: А = 32 мм, 3) = 9,4 мм, d=4 мм.
Решение. 1. Катет сварного шва. Внахлесточных соединениях угловыми швами катет сварного шва принимают равным толщине свариваемых деталей (см. § 4.2). Принимаем k = d=4 мм. Расчетная высота опасного сечения шва h-u,lk.
2. Допускаемое напряжениесреза. По формуле (4.3) находим допускаемые напряже
ния основного металла на растяжение при [s]T = 1,5:

По табл. 4.1 допускаемые напряжения  среза для сварных соединений
среза для сварных соединений
3. Суммарная длина фланговых швов[формула (4.2)]:

4. Длины фланговых швов [формула (4.4)):

Паяные соединения
Паяные соединения — неразъемные соединения, образуемые силами молекулярного взаимодействия между соединяемыми деталями и присадочным материалом, называемым припоем.
Припой — сплав (на основе олова, меди, серебра) или чистый металл, вводимый в расплавленном состоянии в зазор между соединяемыми деталями. Температура плавления припоя ниже температуры плавления материалов деталей.
По конструкции паяные соединения подобны сварным (рис. 4.9, а — ж). Преимущественное применение имеют соединения нахлесточные. Стыковые и тавровые соединения применяют при малых нагрузках.

Рис. 4.9. Основные типы паяных соединений:
а — стыковое; б— нахлесточное; в — косостыконое; г —тавровые; д — с одной накладкой; е — телескопическое; ж — сотовая конструкция
В отличие от сварки пайка позволяет соединять не только однородные, но и разнородные материалы: черные и цветные металлы, сплавы, керамику, стекло и др.
При пайке поверхности деталей очищают от окислов и обезжиривают с целью получения хорошей смачиваемости поверхностей припоем и качественного заполнения им зазоров. Нагрев припоя и деталей в зависимости от их размеров осуществляют паяльником, газовой горелкой, ТВЧ, в термических печах и др. Для уменьшения вредного влияния окисления поверхностей деталей при пайке применяют флюсы (на основе буры, канифоли, хлористого цинка), а также паяют в вакууме или в среде нейтральных газов (аргона). Расплавленный припой растекается по нагретым поверхностям стыка деталей и при охлаждении затвердевает, прочно соединяя детали.
Размер зазора в стыке определяет прочность соединения. При малом зазоpe лучше проявляется эффект капиллярного течения припоя, процесс растворения материала деталей в расплавленном припое распро-еграняется на всю толщину паяного шва (прочность образующегося раствора на 30. 60 % выше прочности припоя).
Размер зазора принимают 0,01. 0,25 мм в зависимости от припоя (легкоплавкий или тугоплавкий) и материала деталей.
Припои с температурой плавления до 400 °С называют легкоплавкими. Наиболее широкое применение имеют оловянно-свинцовые, оло-вянно-свинцовые сурьмянистые припои (марок ПОС90, ПОС61). Эти припои не следует применять для соединений, работающих при температуре свыше 100 «С или подверженных действию ударных нагрузок.
Припои с температурой плавления свыше 400 0 С называют тугоплавкими (серебряные или на медной основе). Припои на медной основе отличаются повышенной хрупкостью, их применяют для соединения деталей, нагруженных статической нагрузкой. Серебряные припои (марок ПСр40, ПСр45) применяют для ответственных соединений. Они устойчивы против коррозии и пригодны для соединения деталей, воспринимающих ударную и вибрационную нагрузки.
Достоинствомпаяных соединений является возможность соединения разнородных материалов, стойкость против коррозии, возможность соединения тонкостенных деталей, герметичность, малая концентрация напряжений вследствие высокой пластичности припоя. Пайка позволяет распаивать соединение, а также получать соединения деталей в скрытых и труднодоступных местах конструкции.
Недостатком пайки по сравнению со сваркой является сравнительно невысокая прочность, необходимость малых и равномерно распределенных зазоров между соединяемыми деталями, что требует их точной механической обработки и качественной сборки, а также предварительной обработки поверхностей перед пайкой.
Применениепаяных соединений в машиностроении расширяется в связи с внедрением пластмасс, керамики и высокопрочных сталей, которые плохо свариваются. Пайкой соединяют листы, стержни, топливные и масляные трубопроводы, лопатки турбин и др. Ее широко применяют в автомобилестроении (радиаторы и др.) и самолетостроении (обшивка из тонких стальных листов с сотовым промежуточным заполнением, см. рис. 4.9, ж). Пайка является одним из основных видов соединений в радиоэлектронике и приборостроении. Процессы пайки поддаются механизации и автоматизации.
Расчет на прочностьпаяных соединений выполняют на сдвиг методами сопротивления материалов. Надо учитывать, что в нахлесточном соединении площадь расчетного сечения равна площади контакта деталей. Для нахлесточных соединений деталей из низкоуглеродистой стали, полученных оловянно-свинцовыми припоями (марки ПОС40), допускаемое напряжение на сдвиг [τ]с = 60 Н/мм 2 .
Клееные соединения
Клееные соединения применяют для деталей из металла и неметаллических материалов. Это соединение деталей неметаллическим веществом (клеем) посредством поверхностного схватывания и межмолекулярной связи в клеящем слое.
Достоинстваклееных соединений — возможность соединения дета-лей из однородных и неоднородных материалов, герметичность, стойкость против коррозии, возможность соединения очень тонких листо-выx деталей, малая концентрация напряжений и высокое сопротивление усталости, малая масса.
Недостатки— сравнительно невысокая прочность, необходимость тщательной подготовки поверхностей под склеивание, снижение несущей способности при повышенных температурах.
На прочность клееных соединений влияют характер нагрузки, конструкция соединения, тип и толщина слоя клея (при увеличении толщины прочность падает), технология склеивания и время эксплуатации (с течением времени прочность некоторых клеев уменьшается).
Технология склеиваниядеталей состоит из ряда последовательных операций: взаимной пригонки склеиваемых поверхностей, получения шероховатости (обработкой пескоструйным аппаратом или зачисткой наждачной шкуркой), удаления пыли, обезжиривания (растворителем); нанесения клея на подготовленные поверхности, сборки и выдержки соединения при требуемых давлении и температуре.
Шероховатость увеличивает поверхность склеивания. Оптимальная толщина слоя клея 0,05. 0,15 мм (зависит от вязкости клея и давления при склеивании). Длительная выдержка при склеивании является недостатком этого соединения.
На практике применяется большое количество марок клея, отличающихся хорошими физико-механическими и технологическими свойствами (клеи марок БФ, ВК-1, ВК-2, МПФ-1 и др.).
Наибольшее применениев машиностроении получили клееные соединения, работающие на сдвиг. Поэтому предпочтительнее нахлесточ-пые соединения.
Расчет на прочностьклееных соединений производят на сдвиг метопами сопротивления материалов. Допускаемое напряжение на сдвиг |τ|с= 10. 30 Н/мм 2 .
Клееными соединениями создают новые конструкции (сотовые, слоистые), отдельные зубчатые колеса соединяют в общий блок, повышают прочность сопряжения зубчатых венцов со ступицами, ступиц с валами, закрепляют в корпусе неподвижное центральное зубчатое колесо 4 планетарной передачи (см. рис. 16.3), наружное кольцо подшипника качения, стопорят резьбовые соединения, крепят пластинки режущего инструмента и др. Для повышения прочности применяют комбинированные соединения: клееклепаные, клеесварные (с точечной сваркой), клеерезьбовые.
Контрольные вопросы
1. Какие преимущества имеют сварные соединения? Область применения сварных соединений.
2. Как образуется сварной шов? Типы сварных швов.
3. Какие факторы учитывают при выборе допускаемых напряжений для расчетов на прочность сварных соединений?
4. Как рассчитывают стыковое сварное соединение, нагруженное растягивающей силой?
5. Каковы достоинства и недостатки паяных соединений по сравнению со сварными? Область их применения.
6. Каковы достоинства и недостатки клееных соединений по сравнению со сварными? Область их применения.
Источник
Расчет сварных соединений
СТЫКОВОЕ СОЕДИНЕНИЕ С ПРЯМЫМ ШВОМ
(рис. 1, а).
Допускаемая сила для соединения при растяжении
Р2 = [σ’сж]·L·S ,
где,
[σ’p] и [σ’сж] — допускаемые напряжения для сварного шва соответственно при растяжении и сжатии.
При расчете прочности все виды подготовки кромок в стыковых соединениях принимают равноценными.
СТЫКОВОЕ СОЕДИНЕНИЕ С КОСЫМ ШВОМ
(рис. 1, б).
Допускаемая сила для соединения при растяжении
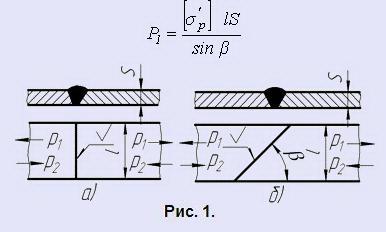
При β = 45° — соединение равнопрочно целому сечению.
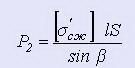
НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ
(рис. 2).
Соединения выполняют угловым швом. В зависимости от напряжения шва относительно направления шва относительно направления действующих сил угловые швы называют лобовыми (см. рис. 2, а), фланговыми (см. рис. 2. б), косыми (см. рис. 2. в) и комбинированными (см. рис. 2, г).
Максимальную длину лобового и косого швов не ограничивают. Длину фланговых швов следует принимать не более 60К, где К — длина катета шва. Минимальная длина углового шва 30 мм; при меньшей длине дефекты в начале и в конце шва значительно снижают его прочность.
Минимальный катет углового шва Кmin принимают равным 3 мм, если толщина металла S >= 3 мм.
Допускаемая сила для соединения
где, [τср] — допускаемое напряжение для сварного шва на срез;
К — катет шва;
L — весь периметр угловых швов;
— для лобовых швов L = l; для фланговых L = 2l1;
— для косых L = l/sinβ;
— для комбинированных L = 2l1 + l.
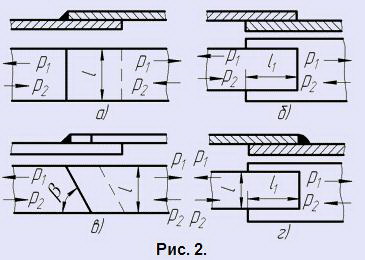
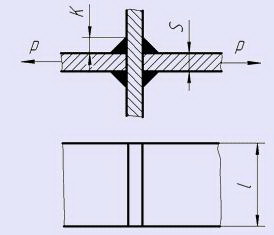
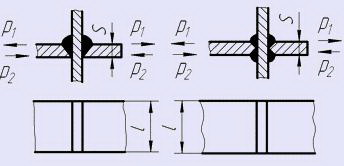
СОЕДИНЕНИЕ НЕСИММЕТРИЧНЫХ ЭЛЕМЕНТОВ
(рис. 3).
Силы, передаваемые на швы 1 и 2, находят из уравнений статики
где,
[τ’ср] — допускаемое напряжение для сварного шва на срез;
К — катет шва.
Примечание: Допускается увеличение l2 до размера l1.
ТАВРОВОЕ СОЕДИНЕНИЕ
Наиболее простое в технологическом отношении.
Допускаемая сила для растяжения
Р = 0,7 [τ’ср] KL ,
где,
[τ’ср] — допускаемое напряжение для сварного шва на срез;
К — катет шва, который не должен превышать 1,2S (S — наименьшая толщина свариваемых элементов).
Наиболее обеспечивающее лучшую передачу сил.
Допускаемая сила для растяжения
Р2 = [σ’сж]·L·S ,
где,
[σ’p] и [σ’сж] — допускаемые напряжения для сварного шва соответственно при растяжении и сжатии.
СОЕДИНЕНИЕ С НАКЛАДКАМИ
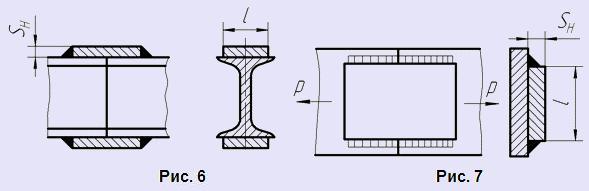
Сечение накладок, обеспечивающее равнопрочность целого сечения (см. рис. 6)
где,
F — сечение основного металла; [σp] — допускаемое напряжение при растяжении основного металла; [σ’p] — допускаемое напряжение для сварного шва при растяжении.
Сечение накладки, обеспечивающее равнопрочность целого сечения (см. рис. 7):
где,
[τ’cp] — допускаемое напряжение для сварного шва на срез.
СОЕДИНЕНИЕ С ПРОРЕЗЯМИ
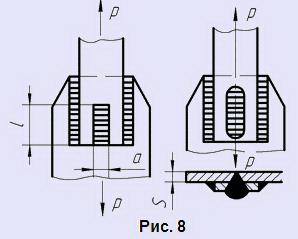
Применяют лишь в случаях, когда угловые швы недостаточны для скрепления.
Рекомендуется a = 2S , l = (10 ÷ 25)S.
Допускаемая сила, действующая на прорезь
Р = [τ’сp]·L·S ,
где,
[τ’сp] — допускаемое напряжение для сварного шва на срез.
СОЕДИНЕНИЕ ПРОБОЧНОЕ
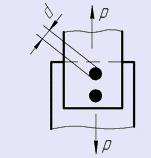
Применяют в изделиях, не несущих силовых нагрузок. Пробочную сварку можно применять для соединения листов толщиной от 15 мм.
Если пробочные соединения подвергаются действию срезывающих сил, то напряжение
где,
d — диаметр пробки;
i — число пробок в соединении.
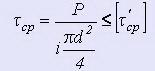
СОЕДИНЕНИЕ СТЫКОВОЕ
ПОД ДЕЙСТВИЕМ ИЗГИБАЮЩЕГО МОМЕНТА
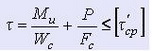
При расчете прочности соединения (см. рис. 9), осуществленного стыковым швом, находящимся под действием изгибающего момента Ми и продольной силы Р, условие прочности
где,
W = Sh²/6;
F = hS.
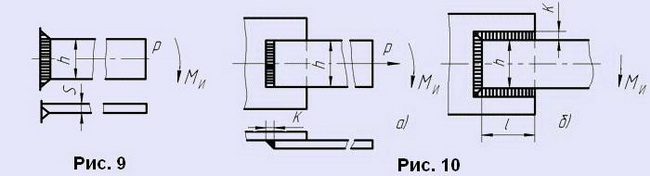
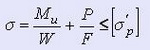
При расчете прочности соединения (см. рис. 10, а), осуществленного угловым швом, находящимся под действием изгибающего момента Ми и продольной силы Р, расчетные касательные напряжения в шве
где,
Wc = 0,7Kh²/6;
Fc = 0,7Kh.
При расчете прочности соединений (см. рис. 10, б), состоящих из нескольких швов и работающих на изгиб, принимают (для приведенного графически случая), что изгибающий момент Ми уравновешивается парой сил в горизонтальных швах и моментом защемления вертикального шва
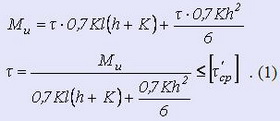 Если момент Ми и допускаемое напряжение τ заданы, то из полученного уравнения следует определить l и K, задавшись остальными геометрическими параметрами.
Если момент Ми и допускаемое напряжение τ заданы, то из полученного уравнения следует определить l и K, задавшись остальными геометрическими параметрами.
ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ ДЛЯ СВАРНЫХ ШВОВ
Допускаемые напряжения (табл. 1 и 2) для сварных швов принимают в зависимости:
а) от допускаемых напряжений, принятых для основного металла;
б) от характера действующих нагрузок.
В конструкциях из стали Ст5, подвергающихся воздействию переменных или знакопеременных нагрузок, допускаемые напряжения для основного металла понижают, умножая на коэффициент
где,
σmin и σmax — соответственно минимальное и максимальное напряжения, взятые каждое со своим знаком.
1. Допускаемые напряжения для сварных швов
в машиностроительных конструкциях при постоянной нагрузке
| Сварка | Для стыковых соединений | При срезе [τ ‘ ср] | |
| при растяжении [σ ‘ p] | при сжатии [σ ‘ сж] | ||
| Ручная электродами: Э42. Э42 А. | 0,9[σp] [σp] | [σp] [σp] | 0,6[σp] 0,65[σp] |
| [σp] — допускаемое напряжение при растяжении для основного металла. | |||
2. Допускаемые напряжения в МПа
для металлоконструкций промышленных сооружений
(подкрановые балки, стропильные фермы и т. п.)
| Марка стали | Учитываемые нагрузки | |||||
| основные | основные и дополнительные | |||||
| вызывающие напряжения | ||||||
| растяжения, сжатия, изгиба | среза | смятия (торцового) | растяжения, сжатия, изгиба | среза | смятия (торцового) | |
| Подкрановые балки, стропильные фермы и т.п. | ||||||
| Ст2 Ст3 | 140 160 | 90 100 | 210 240 | 160 180 | 100 110 | 240 270 |
| Металлоконструкции типа крановых ферм | ||||||
| Ст0 и Ст2 Ст3 и Ст4 Ст5 Низколеги- рованная | 120 140 175 210 | 95 110 140 170 | 180 210 260 315 | 145 170 210 250 | 115 135 170 200 | 220 255 315 376 |
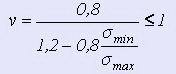
Для конструкций из низкоуглеродистых сталей при действии переменных нагрузок рекомендуется принимать коэффициент понижения допускаемых напряжений в основном металле

где,
ν — характеристика цикла, ν = Рmin / Pmax; Рmin и Pmax соответственно наименьшая и наибольшая по абсолютной величине силы в рассматриваемом соединении, взятые каждая со своим знаком;
Ks — эффективный коэффициент концентрации напряжений (табл. 3).
3. Эффективный коэффициент концентрации напряжения Ks
| Расчетное сечение основного металла | Кs |
| Вдали от сварных швов | 1,00 |
| В месте перехода к стыковому или лобовому шву (металл обработан наждачным кругом) | 1,00 |
| В месте перехода к стыковому или лобовому шву (металл обработан строганием) | 1,10 |
| В месте перехода к стыковому шву без механической обработки последнего | 1,40 |
| В месте перехода к лобовому шву без обработки последнего, но с плавным переходом при ручной сварке | 2,00 |
| В месте перехода к лобовому шву при наличии выпуклого валика и небольшого подреза | 3,00 |
| В месте перехода к продольным (фланговым) швам у концов последних | 3,00 |
ПРИМЕРЫ РАСЧЕТА ПРОЧНОСТИ СВАРНЫХ СОЕДИНЕНИЙ
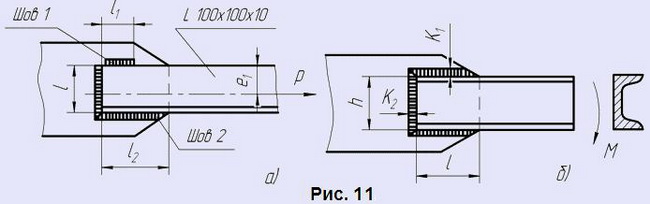
Пример 1. Определить длину швов, прикрепляющих уголок 100x100x10 мм к косынке (рис. 11. а). Соединение конструируется равнопрочным целому элементу. Материал сталь Ст2. Электроды Э42.
В табл. 2 для стали Ст2 находим допускаемое напряжение [σp] = 140 МПа. Площадь профиля уголка 1920 мм² («Уголки стальные горячекатаные равнополочные» ГОСТ 8509-93).
В данном случае допускаемое напряжение при срезе, согласно табл. 1, в сварном шве
Требуемая длина швов (при К =10 мм) в нахлесточном соединении согласно расчету к рис. 11а.
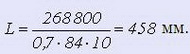
Длина лобового шва l = 100 мм: требуемая длина обоих фланговых швов lфл = 458-100 = 358 мм. Так как для данного уголка е1 = 0,7l то длина шва 2 будет l2 — 0,7×358 = 250 мм, длина шва 1 будет l1 = 0,3×358 = 108 мм. Принимаем l2 = 270 мм, l1 = 130 мм.
Пример 2. Определить длину l швов, прикрепляющих швеллер №20а. нагруженный на конце моментом М = 2,4×10 7 Н·мм (рис. 11. б). Материал сталь Ст2. Электроды Э42.
В табл. 2 для стали Ст2 находим допускаемое напряжение [σp] = 140 МПа. Допускаемое напряжение при срезе, согласно табл. 1, в сварном шве
Момент сопротивления сечения швеллера W = 1,67 x 10 5 мм³ (из ГОСТа)
σ = 2,4×10 7 / 1,67×10 5 = 144 МПа
Катет горизонтальных швов К1 = 10 мм, вертикального К2 = 7,5 мм. Из формулы 1 (см. выше) находим
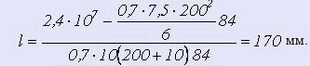
Принимаем l = 200 мм. При этой длине шва напряжение при изгибе
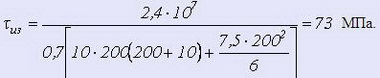
Полученная величина меньше допускаемой [τ’cp] = 84 МПа.
Размеры и общие технические требования на покрытые металлические электроды для ручной дуговой сварки сталей и наплавки поверхностных слоев из сталей и сплавов приведены в ГОСТ 9466-75 или кратко здесь.
Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей (по ГОСТ 9467-75):
Электроды изготовляют следующих типов:
Э38, Э42, Э46 и Э50 — для сварки низкоуглеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 500 МПа:
Э42А, Э46А и Э50А — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 500 МПа, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости;
Э55 и Э60 — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву св. 500 до 600 МПа;
Э70, Э85, Э100, Э125, Э150 — для сварки легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением разрыву свыше 600 МПа;
Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2МГ, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ — для сварки легированных теплоустойчивых сталей.
Механические свойства металла шва,
наплавленного металла и сварного соединения при нормальной температуре (по ГОСТ 9467-75)
| Типы электродов | Металл шва или наплавленный металл | Сварное соединение, выполненное электродами диаметром менее 3 мм | |||
| Временное сопротивление разрыву σв, МПа (кгс/мм²) | Относительное удлинение δ5, % | Ударная вязкость KCU, Дж/см² (кгс·м/см²) | Временное сопротивление разрыву σв, МПа (кгс/мм²) | Угол загиба, градусы | |
| не менее | |||||
| Э38 | 380 (38) | 14 | 28 (3) | 380 (38) | 60 |
| Э42 | 420 (42) | 18 | 78 (8) | 420 (42) | 150 |
| Э46 | 460 (46) | 18 | 78 (8) | 460(46) | 150 |
| Э50 | 500 (50) | 16 | 69 (7) | 500 (50) | 120 |
| Э42А | 420 (42) | 22 | 148 (15) | 420 (42) | 180 |
| Э46А | 460 (46) | 22 | 138 (14) | 460 (46) | 180 |
| Э50А | 500 (50) | 20 | 129 (13) | 500 (50) | 150 |
| Э55 | 550 (55) | 20 | 118 (12) | 550 (55) | 150 |
| Э60 | 600 (60) | 18 | 98 (10) | 600 (60) | 120 |
| Э70 | 700 (70) | 14 | 59 (6) | — | — |
| Э85 | 850 (85) | 12 | 49 (5) | — | — |
| Э100 | 1000 (100) | 10 | 49 (5) | — | — |
| Э125 | 1250 (125) | 8 | 38 (4) | — | — |
| Э150 | 1500 (150) | 6 | 38 (4) | — | — |
ГОСТ 9467-75 предусматривает также типы электродов и механические свойства наплавленного металла или металла шва для легированных теплоустойчивых сталей.
Электроды покрытые металлические для ручной дуговой наплавки
поверхностных слоев с особыми свойствами (по ГОСТ 10051-75)
| Тип | Марка | Твердость без термообработки после наплавки HRC | Область применения |
| Э-10Г2 Э-11Г3 Э-12Г4 Э-15Г5 Э-30Г2ХМ | ОЗН-250У O3H-300У ОЗН-350У ОЗН-400У НР-70 | 22,0-30,0 29,5-37,0 36,5-42,0 41,5-45,5 32,5-42,5 | Наплавка деталей, работающих в условиях интенсивных ударных нагрузок (осей, валов автосцепок, железнодорожных крестовин, рельсов и др.) |
| Э-65Х11Н3 Э-65Х25Г13Н3 | ОМГ-Н ЦНИИН-4 | 27,0-35,0 25,0-37,0 | Наплавка изношенных деталей из высокомарганцовистых сталей типов Г13 Г13Л |
| Э-95Х7Г5С Э-30Х5В2Г2СМ | 12АН/ЛИВТ ТКЗ-Н | 27,0-34,0 51,0-61,0 | Наплавка деталей, работающих в условиях интенсивных ударных нагрузок с абразивным изнашиванием |
| Э-80Х4С Э-320Х23С2ГТР Э-320Х25С2ГР Э-350Х26Г2Р2СТ | 13КН/ЛИВТ Т-620 Т-590 Х-5 | 57,0-63,0 56,0-63,0 58,0-64,0 59,0-64,0 | Наплавка деталей, работающих в условиях преимущественно абразивного изнашивания |
| Э-300Х28Н4С4 Э-225Х10Г10С Э-110Х14В13Ф2 Э-175Б8Х6СТ | ЦС-1 ЦН-11 ВСН-6 ЦН-16 | 49,0-55,5 41,5-51,5 51,0-56,5 53,0-58,5 | Наплавка деталей, работающих в условиях интенсивного абразивного изнашивания ударными нагрузками |
ГОСТ предусматривает также и другие химический состав, типы и марки электродов.
Сварочные материалы, применяемые для сварки стальных конструкций, должны обеспечивать механические свойства металла шва и сварного соединения (предел прочности, предел текучести, относительное удлинение, угол загиба, ударную вязкость) не менее нижнего предела свойств основного металла конструкции.
Свариваемые материалы и применяемые электроды:
— СтЗкп, СтЗкп, СтЗпс, Сталь 08кп, Сталь 10 — Э42, Э42А, Э46;
— Сталь 20 — Э42;
— Сталь 25Л — Э46;
— Сталь 35Л, Сталь 35, Сталь 45, Ст5кп, Ст5пс — Э50А;
— Сталь 20Х, Сталь 40X — Э85;
— Сталь 18ХГТ, Сталь 30ХГСА — Э100;
— АД1, АД1М, АМг6 — Присадочные прутки.
Подробную классификацию покрытых электродов и область применения смотри здесь.
Источник