- Изготовим пластины для трансформаторов
- Изготовление пластин магнитопроводов трансформаторов из электротехнической стали
- Технические требования к пластинам
- Изготовление пластин из рулонной стали
- Изготовление пластин из листовой стали
- Особенности Ш-образной пластины трансформатора, схема и как склеить
- Конструктивные особенности Ш-образной пластины трансформатора
- В каких случаях необходима склейка
- Технология склейки сердечника
- Как выбрать клей, чтобы заклеить
- Пример работы
Изготовим пластины для трансформаторов
ООО «Протон» изготовит по Вашим чертежам
- заготовки для магнитопроводов, пакеты пластин из стали трансформаторной электротехнической анизотропной марки 3404, 3405, 3406, 3407, 3408, 3409 толщиной 0,30 мм; 0,35 мм.
- заготовки для магнитопроводов, пакеты пластин из стали динамной изотропной марки 2212, 2312, 2412, Д270-50А, М270-50А толщиной 0,30 мм; 0,35 мм.

Изготовление пластин магнитопроводов трансформаторов из электротехнической стали
Технические требования к пластинам
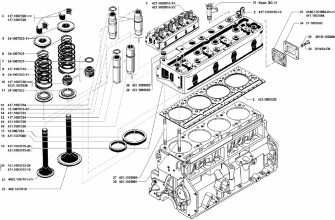
В зависимости от конструкции магнитопровода пластины электротехнической стали изготовляют с отверстиями, если стержни и ярма прессуются горизонтальными шпильками, или без отверстий, если прессовка выполняется стальными бандажами (полубандажами) или бандажами из стеклоленты.
В любом случае для качественной сборки магнитопровода его пластины нужно изготовлять с выполнением определенных технических требований.
Во-первых, пластины не должны иметь волнистости и коробоватости, большей, чем это допустимо по ГОСТ 21427.1—83. Коробоватость стали искажает размеры пластин при изготовлении и не позволяет собрать магнитопровод правильной формы и сечения. Волнистость листов делает стержни и ярма криволинейными, волнистыми и ухудшает условия прессовки.
Во-вторых, кромки пластин должны обладать определенной чистотой. Дело в том, что при изготовлении пластин, особенно при затупившейся режущей части или плохо отлаженных штампах, на кромках образуются заусенцы, размеры которых часто превышают допустимые. Заусенцы, перекрывая листы или нарушая изоляцию соседней пластины, образуют контуры для протекания вихревых токов, которые могут вызвать значительные местные нагревы при работе трансформатора («пожар» в стали), а также дополнительно увеличивают потери в магнитопроводе. Для снятия или уменьшения заусенцев (допустимый размер — 0,030 мм для стали 0,35 мм и 0,035 мм — для стали 0,5 мм) пластины приходится пропускать через специальные закатные валки или обрабатывать на шлифовальных станках.
В-третьих, пластины должны иметь форму и размеры с минимальными отклонениями по длине и ширине. Допускаемое отклонение по длине составляет для пластин до 400 мм — 0,4 мм, для пластин 400—800 мм — 0,5 мм. По ширине такие отклонения не должны превосходить +0,5 мм для ширины пластин до 400 мм и +0,6 мм — для пластин большей ширины. Жесткие допуски на размеры должны исключить образование зазоров или перекрытий (налезаний) пластин друг на друга при сборке магнитопровода.
Наконец, пластины стали должны иметь надежную межлистовую изоляцию. Рулонная сталь выпускается промышленностью уже с жаростойким изоляционным покрытием, и изготовленные из этой стали пластины трансформаторов I—III габаритов, как правило, не требуют дополнительной изоляции. При отсутствии такого покрытия (листовая сталь) или при использовании стали для трансформаторов большей мощности пластины магнитопроводов должны быть дополнительно изолированы лаком, жидким стеклом, керамическим покрытием или другим способом. Особые требования предъявляются к обращению с пластинами: при изготовлении, разгрузке, раскладе пластины недопустимо бросать, перегибать или ломать; их нельзя укладывать в стопы высотой более 200 мм; недопустима установка каких-либо грузов на пластины, в том числе и контейнеров со сталью.
Изготовление пластин из рулонной стали
Технология изготовления пластин из рулонной стали разделяется на два основных процесса:
1) продольная резка рулонов, поставляемых с металлургических заводов, на отдельные рулоны шириной, равной ширине пластин;
2) поперечная резка каждого раскроенного рулона на пластины указанной в чертежах длины и штамповка отверстий (если они предусмотрены конструкцией магнитопровода).
Рулоны стали, получаемые с заводов, нередко имеют поврежденные кромки шириной 3—10 мм, которые должны быть обязательно обрезаны. При продольном разрезе подбирают (с учетом обрезанных кромок) такое сочетание ширины пластин, при котором отходы были бы минимальными, а коэффициент использования рулонной стали — наибольшим. При оптимальном раскрое рулона коэффициент использования достигает 0,93.
Резка стали на рулоны требуемой ширины производится многодисковыми ножницами на поточных линиях продольного раскроя, которыми в настоящее время оснащено большинство отечественных трансформаторных заводов. Качество реза и ширина разрезаемых полос зависят от качества и заточки режущих дисков, их настройки и точной установки. Боковой зазор между ножами — дисками — настраивают с помощью калиброванных распорных (дистанционных) втулок и тонких пластмассовых прокладок. Скорости резания на линиях продольной резки достигают 60—80 м/мин и более.
Резка пластин заданной длины из ленты рулона шириной, равной ширине пластины, производится на автоматических линиях поперечного раскроя. Штамповка отверстий и высечка пазов (при необходимости) могут осуществляться одновременно с разрезкой ленты. Для поперечного раскроя стальную ленту из рулона, закрепленного на разматывателе, специальным устройством подают под отрезные и вырубные штампы, где отрезают пластину и, если это необходимо, пробивают в ней отверстия. Подачу производят на длину, равную заданной длине пластины.
Поперечная резка пластин на автоматических линиях производится автономными гильотинными ножницами. Резка косоугольных пластин осуществляется с помощью поворотных гильотинных ножниц. Универсальные беспрессовые линии (т. е. линии только для резки) обычно совмещают поперечную резку пластин прямоугольной формы и пластин с косыми торцами. После отрезки пластины укладывают в ровную стопу специальными стопоукладчиками и размещают для хранения в многоярусном накопителе. Аккуратные укладка, хранение и перевозка имеют большое значение для надлежащего качества пластин трансформаторной стали.
Изготовление пластин из листовой стали
Известно, что холоднокатаная электротехническая сталь обладает резко выраженной анизотропией, т. е. она неодинаково намагничивается относительно направления прокатки: наилучшее намагничивание происходит по направлению прокатки, наихудшее — под углом в 55° к прокатке.
При раскрое рулонной стали длина пластин всегда совпадает с направлением прокатки — это получается уже при резке рулона на отдельные части, ширина которых соответствует ширинам пластин.
Другое дело — листовая сталь: раскрой листов должен выполняться с минимальными отходами, и с учетом не только размеров пластин, но обязательно — направления прокатки. Для этого на каждый тип магнитопровода, собираемого из пластин листовой стали, составляют схему, последовательность и порядок раскроя заготовок. Однако даже при самом тщательном раскрое использовать полностью листовую сталь не удается: коэффициент ее использования редко превышает 0,85.
Листовая электротехническая сталь раскраивается, как правило, на гильотинных ножницах, имеющих по два ножа: нижний — неподвижный и верхний — подвижный. Лист стали вручную подкладывают (до упора) под кромки ножниц и специальным устройством прижимают к столу, предохраняя таким образом лист от горизонтального перемещения и искривленного разреза. Ножницы включаются в работу ножной педалью.
Для получения прямого угла у листа отрезают вначале кромки шириной 5—10 мм, а затем разрезают его на пластины заданной ширины. Основным недостатком гильотинных ножниц является их низкая производительность.
Обрезку пластин по длине и штамповку отверстий выполняют на кривошипных или эксцентриковых прессах. Размеры отштампованных пластин проверяют на контрольном столе: прямой угол — угольником, а ширину и длину — линейкой.
Для получения пластин с малыми (в пределах допуска) заусенцами необходимо постоянно поддерживать в хорошем состояния режущий инструмент (ножницы матрицы, пуансоны), периодически его затачивать и точно соблюдать технологические процессы.
ООО «Протон» | 445004, РФ, Самарская область, г. Тольятти, ул. Базовая 8А | Тел./Факс: +7 (8482) 78-71-29
Источник
Особенности Ш-образной пластины трансформатора, схема и как склеить
Одной из составных частей трансформатора является сердечник. Среди нескольких разновидностей часто встречается броневой трансформатор, имеющий Ш-образную пластину. Расскажем об особенностях такой пластины и проблеме ее расслоения.
Конструктивные особенности Ш-образной пластины трансформатора
Любой трансформатор содержит две основных детали: замкнутый сердечник и медные обмотки. Сердечник, в свою очередь, состоит из пластин, для создания которых используется особая электротехническая сталь. Толщина пластин сердечника напрямую влияет на рабочую частоту трансформатора: чем деталь тоньше, тем больше параметр.
Трансформатор с Ш-образным сердечником также называют броневым. Главные условия, при которых используются такие пластины:
- частота не более 8кГц;
- максимальная мощность 150В*А.
Ш-образная пластина увеличивает поток рассеяния за счет раздвоения магнитного потока. Положение обмоток на среднем стержне сердечника защищает их от помех и механического воздействия.
Детали для высокочастотных трансформаторов предпочтительно изготавливают из трех основных материалов: пермаллоя, альсифера и феррита. Последний обладает широким диапазоном рабочих частиц, что объясняет использование феррита для создания импульсных трансформаторов.
В описании к магнитопроводу трансформатора даются параметры набора пластин. К примеру, если указано, что необходимо взять железо Ш15Х10, это означает, что:
- Ширина средней части пластины должна составлять 15 мм.
- Толщина получившейся стопки Ш-образных пластин – 10 мм.
Главным достоинством сердечника, собранного из пластин, является его устойчивость к механическим воздействиям. Это позволяет собирать магнитопровод даже из хрупких материалов. Минус конструкции – повышенная чувствительность к магнитным полям, имеющих низкую частоту.
Собирая сердечник, к пластине Ш-образной формы добавляют перемычки.
Чтобы минимизировать зазор, образованный между перемычкой и пластиной, магнитопровод собирают «вперекрышку».
В каких случаях необходима склейка
Специалисты отмечают два признака того, что Ш-образные пластины расслоились, им требуется перемотка и склейка:
- ощутимое нагревание первичной обмотки;
- возникновение гула.
Непонятному шуму и повышению температуры в трансформаторе есть физическое объяснение.
Как уже говорилось выше, магнитопровод состоит из пластин, каждая из которых обладает ферромагнитыми свойствами. Когда по первичной обмотке протекает электрический ток, вокруг образуется магнитное поле, способствующее рождению энергии во вторичной обмотке. При неизменной частоте тока, напряжение может расти или падать.
Изменение напряжения воздействуют на воздух, окружающий трансформатор: в нем возникают колебания, звуковые волны. Имея определенную частоту, некоторые из них доступны для уха человека. Но, к примеру, в импульсных трансформаторах гула не слышно.
Более распространен силовой трансформатор. Если раньше устройство издавало тихий гул, а теперь гудит заметно громче, проблема кроется в расслоившихся пластинах. В случае если устройство не только сильно гудит, но и нагревается, значит, повышена токовая нагрузка.
Технология склейки сердечника
Когда проблема определена, нужно позаботиться о восстановлении сердечника. Не всегда конструкция требует склейки. Гул часто становится результатом неправильной сборки, а расслоение можно устранить, стянув их плотнее.
Если склеивание все же необходимо, поможет следующая инструкция:
- Рассчитать рабочий ток первичной обмотки.
- Аккуратно зачистить керны.
- Промазать их небольшим количеством клея.
- Собрать трансформатор.
- Подключить первичную обмотку к источнику тока.
- Оставить до отвердевания клея.
Рассмотрим каждый шаг подробно.
Специалисты советуют пропускать ток для намагничивания пластин сердечника и их нагрева. Так половинки магнитопровода плотнее прижмутся друг к другу. Для того чтобы понять, какое напряжение необходимо, нужно произвести простые расчеты. Измерив сопротивление первичной обмотки (R), подсчитать силу первичного тока по формуле I=220/P. Следовательно, подходящее напряжение – U=IR, но можно поставить и больше.
Зачищать керны нужно максимально аккуратно. Ручная шлифовка приведет к потере плоскостности сердечника.
Далее керны промазывают клеем и собирают трансформатор. Важно следить за тем, чтобы половинки сердечников не были перепутаны. Желательно заранее их пометить.
Подключив обмотки к источнику тока, остается лишь ждать затвердевания клея. Процесс заметно ускорит нагрев, производимый током.
Некоторые мастера советуют смешивать эпоксидный клей с ферритным порошком. Проблема в том, что достать его сложно. Можно сделать его из куска ненужного феррита, подточив его. Больше значение имеет чистота и структура порошка. Если в клеевую массу попадут крупные частицы, это испортит сцепку между пластинами.
Как выбрать клей, чтобы заклеить
Для склейки пластин используется универсальное средство на основе эпоксидной смолы. Эпоксидный клей широко используется не только в быту, но и в промышленности. Популярность вещество получило за высокое качество сцепки между материалами различного происхождения.
Клей является синтетическим продуктом. В составе, помимо основного ингредиента, содержатся растворители, отвердители и прочие добавки, влияющие на качество продукта.
- эластичность, не позволяющая шву разрываться при небольших сдвигах;
- устойчивость к трещинам;
- высокая степень адгезии (состав склеивает разные материалы);
Выбирая клей для работы с сердечником трансформатора, нужно помнить о двух типах эпоксидной смолы. Клей может быть конструкционным и декоративным. Декоративный предназначен для бытовых нужд, его швы отличаются аккуратностью и прозрачностью.
Конструкционные эпоксидные клеи обладают более мощными сцепляющими свойствами. Для склеивания Ш-образных пластин стоит использовать KER-828 и ЭД-20. Оба состава устойчивы к изменениям температуры и химическим воздействиям, отличаются высокой прочностью.
Между этими марками есть несколько несущественных различий. Так, клей российского производства ЭД-20 желтеет под лучами ультрафиолета. При этом смола намного тверже аналога и не стирается твердыми материалами.
KER-828 – корейская марка, обладает меньшей вязкостью. Практически не желтеет с течением времени, но перед действием абразивов уязвима. Однако этот небольшой минус в эксплуатации склеенных предметов не проявляется.
Иногда клей продается в двух тюбиках и называется двухкомпонентным. В одном тюбике содержится жидкая эпоксидная смола, в другом – густое вещество, напоминающее пластилин. Для работы требуется смешать содержимое обоих тюбиков.
Если сердечник трансформатора, состоящий из Ш-образных пластин, издает непривычные звуки и нагревается, проблема в расслоении. Иногда достаточно использовать стяжки, чтобы восстановить целостность магнитопровода. В других ситуациях поможет эпоксидная смола. Четко следуйте инструкции и покупайте качественный клей.
Пример работы
В сети есть примеры работ людей, столкнувшихся с проблемой расслоения пластин сердечника. На фото представлены уже сцепленные пластины.
Если сердечник трансформатора, состоящий из Ш-образных пластин, издает непривычные звуки и нагревается, проблема в расслоении. Иногда достаточно использовать стяжки, чтобы восстановить целостность магнитопровода. В других ситуациях поможет эпоксидная смола. Четко следуйте инструкции и покупайте качественный клей.
Источник