
Каким должно быть напряжение холостого хода сварочного инвертора?
Напряжение холостого хода сварочного инвертора – это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла. Это создает и безопасность работы сварщика.

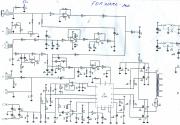
Схема сварочного инверторного полуавтомата.
Напряжение холостого хода: как возникает и на что влияет
Напряжение холостого хода получается путем преобразования напряжения питающей сети (220 В или 380 В, 50 Гц) в двух последовательных преобразователях, сначала в напряжение постоянного тока, а затем в переменное частотой 20-50 кГц. Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.

Преобразование тока в сварочном инверторе.
Многие считают, что этот параметр влияет только на легкость зажигания дуги, чем выше напряжение, тем легче зажигается дуга. Условия работы сварщиков при монтаже конструкций далеки от идеальных. Случайное касание токоведущих частей с завышенным напряжением может привести к несчастному случаю.
У многих моделей инверторов напряжение холостого тока и сила рабочего тока находятся в прямой зависимости. При сварке металла, покрытого толстым слоем ржавчины или краски, дуга зажигается с трудом.
Если в этой ситуации увеличить напряжение холостого хода, то рабочий ток окажется избыточным, и вместо качественного соединения металла могут образоваться шлак и поры.
На чем отражается правильность подбора режима
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва. Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.

Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой сварочного осциллятора. Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током. Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
Возможные неполадки в работе и их причины
Причины возникновения неполадок в работе инвертора могут возникнуть по причине:
- неисправности самого инвертора;
- неудовлетворительного состояния сварочных кабелей и цепи питания устройства.

Функциональные возможности сварочного инвертора.
Температурная деформация и напряжение на выходе устройства находятся в неразрывной связи. Из-за скачков напряжения изменяется температура горения дуги, металл либо не прогревается до необходимой температуры, либо сгорает, образуя шлак и поры. Способы устранения неполадок зависят от обнаруженной неисправности. Самой простой причиной может быть плохой контакт в соединениях сварочных кабелей с крокодилами и штекерами для подключения к инвертору. Он ведет к появлению деформаций при сварке. Обычно такой дефект проявляется в резких непериодических скачках сварочного тока, самопроизвольном затухании дуги, что может привести к некачественному соединению, деформации и напряжению при сварке деталей от неравномерного нагрева.
Способ устранения прост и может быть выполнен самостоятельно. Для устранения необходимо снять защитные изоляционные ручки, отсоединить кабель и осмотреть места соединения. При наличии окислов и следов нагрева нужно зачистить поверхности наждачной шкуркой и собрать, тщательно затянув соединительные болты. Кабели с подломленными или оборванными жилами и поврежденной изоляцией необходимо заменить на аналогичные. Длину кабеля лучше сохранить прежнюю. Многие модели инверторов рассчитаны на строго определенную нагрузку по индуктивному сопротивлению и при изменении длины кабеля могут изменить параметры работы.
Следующая причина может быть в неисправности самого устройства. Для определения работоспособности аппарата необходимо замерить прибором напряжение на выходных клеммах инвертора и напряжение в питающей сети. При нормальном сетевом напряжении низкое напряжение на выходе инвертора будет свидетельствовать о неисправности устройства. Ремонт инвертора лучше доверить специалистам из сервисного центра.
Если напряжение на выходе инвертора находится в допустимых пределах при нормальном напряжении питающей сети, следует тщательно проверить цепь подачи питающего напряжения на устройство от вводной точки электроснабжения или прибора учета. Минимальная потребляемая мощность устройств в режиме сварки находится в пределах 4-5 кВт. Необходимое сечение подводящих проводов из меди при такой мощности должно быть не менее 2,5 мм 2 с длительно допустимым рабочим током 25 А по всей цепи питания. Кабель с меньшим сечением будет быстро нагреваться, на нем будут возрастать потери напряжения.
Обязательно необходимо проверить качество всех соединений по цепи питания. Слабая скрутка или другой вид некачественного соединения тоже могут создавать проблемы при сварочных работах и привести к возгоранию. Разъемные соединения из пары вилка-розетка должны быть нового типа с увеличенным диаметром электропроводящих штифтов на вилках. Вилки старого типа не выдерживают нагрузки при длительных режимах работы. Розетки тоже должны быть соответствующего типа. Длина подводящих питание линий не может быть больше 50 м, если иное не указано в технической документации на устройство.
В сельской местности часто наблюдается нештатная работа инверторов из-за перегруженных общих линий электропроводки и заниженного напряжения сети.
Если при попытке зажечь дугу питающее напряжение падает до недопустимо низкого значения в точке ввода, это свидетельствует о недостаточной пропускной способности общей линии и ее перегрузке.
Иногда в такой ситуации могут помочь стабилизаторы напряжения. Эффективность работы стабилизаторов также зависит от нескольких причин и не всегда оправдывается. Общая потребляемая мощность комплекта из сети электроснабжения составит мощность сварочного устройства плюс потери в устройстве стабилизации. Увеличатся расходы по оплате электроэнергии, возрастет перегрузка общих линий, что еще более снизит напряжение на вводе.
Перед решением использовать такое устройство в комплекте со сварочным оборудованием желательно обратиться в электросети с письменным заявлением о некачественном электроснабжении.
Источник
Как уменьшить напряжение сварочного инвертора
Добрый день Уважаемые форумчане! У меня проблема со сварочным инвертором Сварис 220. Слабый ток и не регулируется. На выходе 67 волт, реле работает и щёлкает. Проблема с осцилом, нет его Переменник не регулируется, что на малый ток поставишь, что на большой — не варит, залипает. Поменял реле и переменник, результата нет. Поменял TL084 и LM 358 всё так же не увеличивается ток сварки. Какие должны быть напряжения на LM и TL.Кондёры входные хорошие, выдают после моста 290-320 вольт. Кто может чем подскажет, может схемку кто подкинет. может кто встречался с такой проблемой. как увеличить ток сварки. Буду очень благодарен. Фото аппарата выставляю.




| Встал на лапы |
Карма: 1
Рейтинг сообщений: 19
Зарегистрирован: Вт июн 04, 2013 11:02:12
Сообщений: 87
Рейтинг сообщения: 0
| JLCPCB, всего $2 за прототип печатной платы! Цвет — любой! Зарегистрируйтесь и получите два купона по 5$ каждый:https://jlcpcb.com/cwc Сборка печатных плат от $30 + БЕСПЛАТНАЯ доставка по всему миру + трафарет Построение источников бесперебойного питания с двойным преобразованием, широко используемых в современных хранилищах данных, на базе карбид-кремниевых MOSFETs производства Wolfspeed позволяет уменьшить мощность потерь в них до 40%, а также значительно снизить занимаемый ими объем и стоимость комплектующих. |
| Друг Кота |
 |
Карма: 175
Рейтинг сообщений: 7620
Зарегистрирован: Пт фев 04, 2011 17:57:51
Сообщений: 16136
Откуда: Рыбинск
Рейтинг сообщения: 0
Медали: 1

| Компэл объявляет о значительном расширении складского ассортимента продукции Connfly. Универсальные коммутирующие компоненты, соединители и держатели Connfly сочетают соответствие стандарту ISO9001:2008, высокую доступность и простоту использования. На текущий момент на складе Компэл – более 300 востребованных на рынке товарных наименований с гибкой ценовой политикой.
|

| Друг Кота |
 |
Карма: 20
Рейтинг сообщений: 484
Зарегистрирован: Сб ноя 20, 2010 21:54:31
Сообщений: 3786
Рейтинг сообщения: 0
| _________________
Ну вот, как то так. Сильно не ругайте, как смог. Напряжения частично указал. При регулировки тока 1н регулируется от 0 до 0,12v А на второй 0: На этом аппарате 4шт. микросхемы. 1-tl084: на которую идёт регулятор тока, а 2- tl084 на плате упр. вместе с uc3846 и внизу около платы упр. ещё стоит lm358. Первую tl084 я менял на lm324 но результат тот же Может ещё раз поменять на tl084. Уважаемые очень прошу Вашей помощи, подскажите в каком направления искать поломку. Может у кого схема есть.
|



| Друг Кота |
| |
Карма: 20
Рейтинг сообщений: 484
Зарегистрирован: Сб ноя 20, 2010 21:54:31
Сообщений: 3786
Рейтинг сообщения: 0
| Мучитель микросхем |
 |
Карма: 5
Рейтинг сообщений: 30
Зарегистрирован: Вт фев 10, 2009 04:01:26
Сообщений: 491
Откуда: Украина/Запорожье/Винница
Рейтинг сообщения: 0
| Я замерил напряжения на первой LM084 где резистор: На 7 ноге LM358 не регулирует, -15 напряжения. Нашёл похожую схему то же на двух TL084 forward-200 но она без LM358.
Последний раз редактировалось rizik Пн июл 04, 2016 09:48:40, всего редактировалось 5 раз(а). |
| Мучитель микросхем |
| |
Карма: 5
Рейтинг сообщений: 30
Зарегистрирован: Вт фев 10, 2009 04:01:26
Сообщений: 491
Откуда: Украина/Запорожье/Винница
Рейтинг сообщения: 0
| LM358 первая нога идёт через сопротивление 10 кОм, а далее на вторую ногу TL084 на плате управления.
Кто сейчас на форумеСейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 13 Источник Adblockdetector |
