
Большая Энциклопедия Нефти и Газа
Напряжение — холостой ход — источник
Повышение напряжения холостого хода источника питания ограничено правилами техники безопасности, а использование высоких частот требует применения специальной аппаратуры. Общепринятой мерой повышения стабильности сварочной дуги переменного тока является включение в сварочную цепь катушек со стальным сердечником ( дросселей), которые позволяют вести сварочные работы металлическими электродами при напряжении сварочного трансформатора порядка 60 — 65 В и стандартной частоте. При этом в обмазке электродов должно быть достаточное количество ионизирующих компонентов. [31]
Повышение напряжения холостого хода источника питания огра-ничено правилами техники безопасности, а использование высоких частот требует применения специальной аппаратуры. Общепринятой мерой повышения стабильности сварочной дуги переменного тока является включение в сварочную цепь катушек со стальным сердеч-никои ( дросселей), которые позволяют вести сварочные работы метал-лическими электродами при напряжении сварочного трансформатора порядка 60 — 65 В и стандартной частоте. При этом в обмазке электро-дов должно быть достаточное количество ионизирующих компонентов. [32]
Повышение напряжения холостого хода источника переменого тока приводит к снижению косинуса фи. Иначе говоря, увеличение напряжения холостого хода снижает коэффициент полезного действия источника питания. [33]
Повышение напряжения холостого хода источника переменного тока приводит к снижению косинуса фи. Иначе говоря, увеличение напряжения холостого хода снижает коэффициент полезного действия источника питания. [34]
Почему ограничивается напряжение холостого хода источника литания. [35]
Почему ограничивается напряжение холостого хода источника питания . [36]
По мере понижения напряжения холостого хода источника питания ( жесткая 2 и возрастающая 3 характеристики на рис. 272, б) одно и то же изменение длины дуги приводит к большому изменению тока и поэтому эффективность саморегулирования повышается. Однако низкое напряжение холостого хода затрудняет возбуждение дуги. [37]
По мере понижения напряжения холостого хода источника питания ( жесткая 2 и возрастающая 3 характеристики на рис. 310 6) одно и то же изменение длины дуги приводит к большому изменению тока и поэтому эффективность саморегулирования повышается. Однако низкое напряжение холостого хода затрудняет возбуждение дуги. [38]
Важным устройством является ограничитель напряжения холостого хода источников питания . Он обеспечивает высокую электробезопасность при работе в условиях повышенной опасности, например при сырой погоде, внутри металлических конструкций ( труб), в неудобных положениях лежа или стоя на коленях. Устройство ограничивает напряжение холостого хода до безопасного значения в 12 В при обрыве дуги в момент прекращения сварки из-за замены электрода или зачистки шва. [39]
По — мере понижения напряжения холостого хода источника питания ( жесткая 2 и возрастающая 3 характеристики на рис. 272, б) одно и то же изменение длины дуги приводит к большому изменению гока и поэтому эффективность саморегулирования повышается. Однако низкое напряжение холостого хода затрудняет возбуждение дуги. [40]
Это вызывает необходимость повышения напряжения холостого хода источника питания дуги до 80 — 100 б, что связано с ухудшением условий техники безопасности. Поэтому в сварочной практике прибегают к другим способам повышения устойчивости горения дуги переменного тока при напряжении холостого хода источника 60 — 70 в. Наиболее эффективные результаты дает введение в дугу веществ, обладающих более низким потенциалом ионизации по сравнению с железом. [42]
Отрезок Оа изображает в масштабе напряжение холостого хода источника питания , когда сварочная цепь разомкнута. Отрезок Ог определяет в масштабе сварочный ток в дуге. Отрезок Од изображает в масштабе величину тока короткого замыкания в сварочной цепи. В этот момент напряжение источника питания ( генератора или трансформатора) равно нулю. Источник питания с такой характеристикой ограничивает токи коротких замыканий, которые имеют место в сварочной дуге, до пределов, безопасных для обмоток сварочных генераторов или трансформаторов. [43]
Напряжение питания электродвигателей не должно превышать напряжения холостого хода источника питания плазменной резки . [44]
Второе требование заключается в том, что напряжение холостого хода источника должно быть выше напряжения зажигания дуги. При сварке постоянным током металлическим электродом напряжение зажигания составляет 30 — 40 В, а ДЛЯ УГОЛЬНОГО ЗЛеКТрОДа ОНО повышается до 45 — 55 В. При сварке переменным током напряжение зажигания составляет 50 — 60 В. [45]
Источник
Устройство ограничения напряжения холостого хода сварочного трансформатора
Опасным в электросети считается напряжении свыше 36 вольт. Вторичное напряжение холостого хода сварочных трансформаторов достигает 80 вольт и при проведении электросварочных работ сварщик может получить электротравму а в сырых помещениях и с летальным исходом.
Вторичное напряжение холостого хода в процессе сварки снижается по крутопадающей нагрузочной характеристике.
Использование средств первичной защиты при производстве сварочных работ, в виде резиновых перчаток и бот создают дополнительные неудобства и не всегда защищают от поражения электротоком.
Применение сварочных аппаратов с низким напряжением вторичной цепи приведёт к неустойчивому зажиганию сварочной дуги, длительность времени зажигания не менее 20 мсек — не ниже времени соприкосновения сварочного электрода с изделием. Практически все заводские сварочные трансформаторы имеют напряжение холостого хода в пределах 80 вольт и рабочее напряжение в 36-46 вольт переменного тока при максимальном токе сварочной дуги.
Использование стационарных устройств по снижению напряжения холостого хода сварочных аппаратов в переносном варианте невозможно по ряду причин : большие габариты и вес, обязательное вторичное заземление, сбои в работе от нечёткого включения при применении релейной коммутации.
Цели устройства:
Снизить вторичное напряжение сварочного аппарата возможно простыми методами:
1. Установить в первичную цепь резистор – реостат с плавной регулировкой сопротивления. Недостаток такого устройства – большие габариты и потери электроэнергии на нагрев сопротивления, невозможность автоматически поддерживать напряжение вторичной цепи в заданных приделах.
2. Избавиться от тепловых потерь можно вторым методом — питанием первичной обмотки через разделительный конденсатор, недостаток такого включения состоит в том, что при определённых условиях создаётся резонанс напряжений и их почти двукратный рост на конденсаторе и обмотках трансформатора.
Это может привести к выходу из строя этих элементов и даже возгоранию.
3.Третий способ снижения напряжения холостого хода прост по реализации, но требует дополнительных затрат на выполнение схемы ограничения холостого хода сварочного аппарата, позволяет поддерживать вторичное напряжение на безопасном уровне сколько угодно длительное время, автоматически, почти мгновенно, зажигает дугу при любом состоянии поверхности свариваемого металла.
Характеристики устройства:
Напряжение электросети -220/380 В.
Мощность сварочного аппарата — не ограничена.
Сварочный ток — не ограничен.
Напряжение холостого хода сварочной цепи — 16-36 Вольт переменного тока.
Напряжение зажигания сварочной дуги -80 -120 вольт.
Время зажигания сварочной дуги 8-16 мсек.
Частота сети 50 Гц.
Экономия электроэнергии при ПВ 30% до 62 %.
Регулировка тока 36%.
Цели использования устройства:
1) защита персонала при производстве сварочных работах в опасных промышленных и бытовых условиях
2) снижение напряжения сварочной цепи до допустимых пределов
3) ограничение загрузки электросети токами холостого хода
4) понижение температуры сварочного трансформатора при работе
5) улучшение качества сварки за счёт возможного регулирования сварочного тока и устойчивого зажигания дуги
6) экономия электроэнергии расходуемой агрегатом на холостой ход.
Принцип работы устройства заключается в предварительном ограничении напряжения холостого хода сварочной цепи, автоматического, устойчивого, зажигания сварочной дуги, путём кратковременной подачи повышенного напряжения в сварочную цепь и поддержание сварочного тока в установленных приделах.
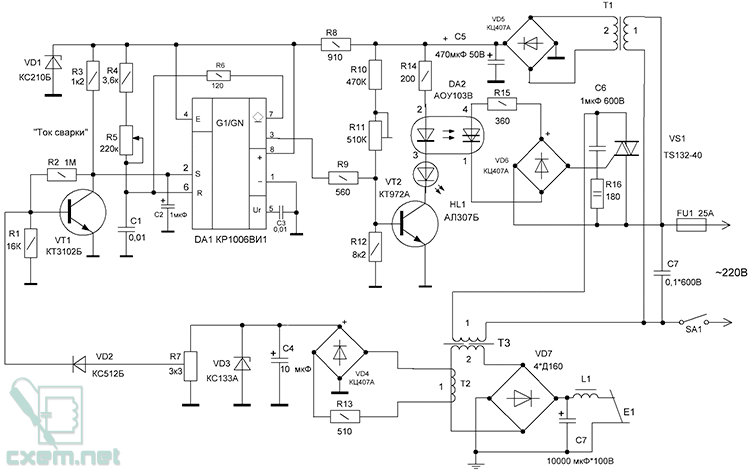
Схема устройства ограничения холостого хода сварочного аппарата состоит из бюджетного силового сварочного трансформатора Т 3 (Рис.1) с цепями защиты FU1 и коммутации SA1 первичной цепи и элементов вторичной цепи – диодного моста VD 7, дросселя L 1 и конденсатора фильтра C7.
В разрыв первичной цепи сварочного трансформатора включен мощный симистор VS1 с цепями защиты от помех С6, R15.
Во вторичной цепи сварочного трансформатора Т3 установлен трансформатор тока Т2 для снятия сигнала обратной связи, необходимого для запуска схемы и регулировки сварочного тока.
Для гальванического развязки схемы блока управления от опасного воздействия электросети, питание электронной схемы выполнено через силовой трансформатор Т1, а управление симистором VS1 происходит через динисторную оптопару DA2 включенную в коллекторную цепь усилителя на транзисторе VT2. Светодиодный индикатор HL1 указывает на рабочее состояние устройства.
Программируемый аналоговый таймер на микросхеме DA1 позволяет установить необходимые режимы работы устройства по времени.
Входной усилитель сигнала обратной связи на транзисторе VT1 позволяет предварительно усилить слабый сигнал до уровня достаточного для переключения таймера в рабочий режим, с отработкой функций — ограничения напряжения холостого хода, импульсного зажигания сварочной электродуги и установки рабочего тока в зависимости от сечения сварочного электрода.
При прохождении сварочного тока на обмотке (1) трансформатора тока Т2 возникает небольшое напряжение, которое после выпрямления диодным мостом VD4 сглаживается конденсатором С4 и стабилизируется на уровне трёх вольт стабилизатором VD3. C установочного резистора R7 через обратный диод VD2 напряжение обратной связи поступает на вход предварительного усилителя на транзисторе VT1. Коэффициент усиления зависит от свойств транзистора и номиналов резисторов R1,R2,R3. Начальное напряжение на коллекторе величиной в 2/3 Uп запрещает запуск таймера DA1, а при наличии входного сигнала обратной связи транзистор VT1 мгновенно переключается и напряжение на коллекторе снижается до 1/3 Uп, что создаёт условия для запуска таймера. Конденсатор С2 улучшает условия переключения и задерживает отключение на доли секунды при разрыве сварочного электрода, защищая от потери дуги.
Низкий уровень на входе 2DA1 нижнего компаратора таймера находящегося в состоянии ждущего мультивибратора разрешает его работу и на выходе (3) появляется высокий уровень.
Ждущий мультивибратор на таймере начинает генерировать на выходе импульс прямоугольного напряжения длительностью Т1=1,1 (R4+R5) C1, по окончанию этого процесса и по достижению напряжения на конденсаторе величины 2/3U срабатывает верхний компаратор по входу (6) DA1, выход микросхемы переключается в нулевое состояние, внутренний транзистор таймера откроется и разрядит конденсатор С1 со временем Т2= С1R6. При наличии сигнала обратной связи процесс генерирования прямоугольных импульсов продолжится.
Питание микросхемы и предварительного усилителя выполнено от параметрического стабилизатора на стабилитроне VD1 и ограничительном резисторе R8.
Импульсы положительной полярности через резистор R9 с выхода 3 DA1 таймера поступают на базу VT2 усилителя на транзисторе, а резисторами R7 устанавливается напряжение холостого хода вторичной обмотки сварочного трансформатора.
Транзистор VT2 с частотой определённой параметрами внешних элементов таймера DA1 через оптопару DA2 открывает симистор VS1 в обеих полярностях переменного тока сети.
Радиодетали в схеме установлены заводского исполнения: резисторы МЛТ -0,125 или С-29 -0,12, резистор R16 мощностью не менее двух ватт. Конденсаторы типа КМ и К50. Транзисторы обратной проводимости с коэффициентом усиления не менее В -100 типа КТ315 и КТ815Б соответственно со схемой. Вместо таймера DA1 можно установить аналог серии 555 или 7555.
Тип применяемого симистора зависит от сварочного трансформатора. Трансформатор тока Т2 типа ТК 20 -100 / 5.
Трансформатор питания Т1 — ТПП -112 на напряжение 8-10 вольт и ток не менее 100 мА, мощностью 8-15 ватт.
Плата устройства ограничения холостого хода сварочного трансформатора установлена в корпусе соответствующего размера, отдельно размещен трансформатор тока Т2, возможен вариант установки устройства вне корпуса сварочного аппарата.
Наладку устройства начинают с контроля напряжения на резисторе R8. Верхний вывод резистора R7 предварительно от схемы отключить. Резистором R5 при временно замкнутых выводах 2,6 DA1 установить вторичное напряжение сварочного трансформатора не ниже 16 вольт и не выше 36 вольт в зависимости от условий эксплуатации. Далее замкнув сварочную цепь электродом диаметром 3 мм установить резистором R7 момент переключения таймера DA1 по повышению яркости контрольного светодиода HL1 и по появлению полного напряжения на вторичной обмотке трансформатора Т3. Резистором R4 выполняется регулирование сварочного тока в небольших пределах. Схема устройства выполнена на плате размерами 140 * 35 мм из одностороннего фольгированного стеклотекстолита.
Литература:
1.С.Замковой. Ограничитель напряжения сварочного трансформатора. «Радио» №8,1984 г. стр.55-56.
Источник
Параметры источников сварочного тока
 Источники сварочного тока должны обеспечить устойчивое горение дуги, стабильность режимов сварки, безопасность обслуживания установок. Эти требования выполняются надлежащим выбором параметров источников питания : напряжения холостого хода, внешней характеристики, способа регулирования сварочного тока.
Источники сварочного тока должны обеспечить устойчивое горение дуги, стабильность режимов сварки, безопасность обслуживания установок. Эти требования выполняются надлежащим выбором параметров источников питания : напряжения холостого хода, внешней характеристики, способа регулирования сварочного тока.
Напряжение холостого хода выбирают из условия надежного зажигания дуги и безопасности обслуживания. Повышение напряжения облегчает зажигание дуги, но одновременно увеличивает опасность поражения сварщика. Кроме того, повышение напряжения холостого хода источников питания дуги переменного тока (сварочных трансформаторов) приводит к возрастанию тока намагничивания и снижению cos φ .
Напряжение зажигания дуги переменного тока составляет 50 — 55 В, следовательно, напряжение холостого хода не может быть ниже этого значения. Верхний предел значений Uо ограничивается условиями безопасности и составляет 60 — 75 В, а для сварочных трансформаторов на 2000 А оно не должно превышать 90 В. Зажигание дуги постоянного тока происходит при более низких напряжениях, порядка 30 — 40 В. Напряжение холостого хода источников питания постоянного тока находится в пределах 45 — 90 В.
Внешняя характеристика электротехнического изделия (устройства) — зависимость напряжения на выводах электротехнического изделия (устройства) от тока, протекающего через нагрузку, подключенную к этим выводам. (ГОСТ 18311-80).
Внешняя характеристика источников сварочного тока — это зависимость напряжения на его выходных зажимах Un от силы тока нагрузки

По характеру этой зависимости внешняя характеристика может быть (рис. 1):
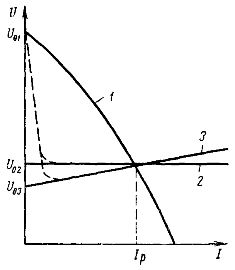
Рис. 1. Типы внешних характеристик источников питания дуги: 1 — падающая, 2 — жесткая, 3 — возрастающая.
Дуга и источник питания образуют систему, которая будет находиться в устойчивом равновесии, если случайные изменения силы тока будут с течением времени уменьшаться, то есть система будет возвращаться в исходное состояние.
Условие устойчивости в статическом режиме сводится к тому, чтобы разность производных напряжений по току статических характеристик дуги и источника питания в рабочей точке была положительной
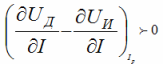
Условие выполняется, если при падающей характеристике дуги внешняя характеристика источника питания будет более падающей, а при возрастающей характеристике дуги внешняя характеристика источника — менее возрастающей.
На рисунке 2 показаны совмещенные падающие характеристики источника питания 1 и дуги 2. В момент касания электродом детали по сварочной цепи протекает ток короткого замыкания, соответствующий точке а. При отводе электрода возникает дуга, напряжение возрастает по кривой 1 до точки б, соответствующей устойчивому горению дуги.
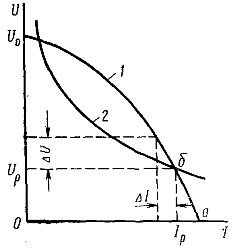
Рис. 2. Совмещенные внешняя характеристика источника питания (1) и вольт-амперная характеристика дуги (2).
Падающая внешняя характеристика используется в аппаратах ручной сварки, где необходимо обеспечить устойчивость дуги и малое изменение сварочного тока при изменении длины дуги. Изменение напряжения вследствие изменения длины дуги на величину Δ U (рис. 2) приводит к незначительному изменению сварочного тока на Δ I .
Падающая внешняя характеристика обеспечивает небольшую кратность тока короткого замыкания, которая не должна превышать 1,4. При больших токах короткого замыкания источник питания испытывает большие перегрузки, а качество сварки и безопасность обслуживания из-за разбрызгивания металла ухудшаются.
Источники с жесткой и возрастающей характеристиками используются для сварки под флюсом и в среде защитных газов (аргон, углекислый газ).
В большинстве случаев более целесообразна падающая внешняя характеристика источника питания. В источниках сварочного тока она создается за счет падения напряжения в самом источнике или в отдельном сопротивлении, включаемом в сварочную цепь.
В общем случае уравнение внешней характеристики является нелинейным и имеет вид
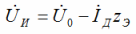
где U о — напряжение холостого хода источника питания, z э — полное эквивалентное сопротивление источника питания вместе с дополнительным сопротивлением, I д — ток дуги.

Регулирование сварочного тока необходимо при сварке деталей различной толщины. Для этого источники питания снабжают устройствами ступенчатого или плавного регулирования сварочного тока, обеспечивающими возможность работы на различных характеристиках (рис. 3).
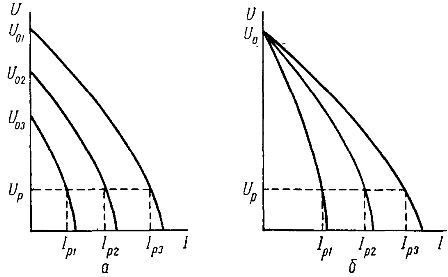
Рис. 3. Внешние характеристики источников питания дуги при регулировании сварочного тока: а — изменением напряжения холостою хода U о, б — изменением эквивалентного сопротивления zэ.
Режим работы источников сварочного тока , работающих в прерывистом режиме, характеризуется относительной продолжительностью работы ПР, представляющей собой долю времени непрерывной работы под нагрузкой от продолжительности всего рабочего цикла.
Обычно ПР выражается в процентах
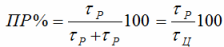
где τ р — время непрерывной работы под нагрузкой, τ п — время паузы, τ ц — время рабочего цикла.
Если источник питания в период паузы отключается от сети, то говорят не о продолжительности работы ПР, а о продолжительности включения ПВ, которая определяется аналогично, как и продолжительность работы (ПР).
Относительная продолжительность работы ПР — это паспортный параметр источника питания, который следует учитывать при выборе источника и его эксплуатации. Превышение ПР против паспортного приводит к перегреву и выходу из строя сварочного оборудования.
При работе источника в неноминальном режиме допустимый ток определяют из соотношения
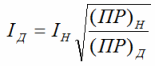
где индекс «н» относится к номинальным параметрам, а «д» — к параметрам действительного режима. В длительном режиме ПР = 100%.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Подписывайтесь на наш канал в Telegram!
Просто пройдите по ссылке и подключитесь к каналу.
Не пропустите обновления, подпишитесь на наши соцсети:
Источник