- Как правильно подключить сварочный трансформатор
- Описание подключения сварочного аппарата 380В
- Виды трехфазных устройств
- Последовательность подключения агрегата
- Преимущества и недостатки
- Особенности работы трехфазного сварочного аппарата
- Виды трехфазных устройств
- Преимущества и недостатки
- Популярные модели
- Правила подключения сварочного аппарата
- Подключение
- Выполнение подключения оборудования для сварочных работ
- Нюансы подключения и выбора
Как правильно подключить сварочный трансформатор
Электросварочное оборудование должно быть надежно заземлено. На кожухах трансформаторов имеются специальные болты с надписью «Земля». Помимо этого, у сварочных трансформаторов заземляют зажимы вторичных обмоток. Схема подключения сварочного трансформатора показана на рисунке.
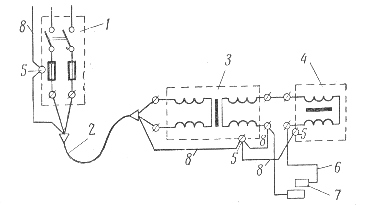
Схема подключения сварочного трансформатора к сварочному посту: 1 — сварочный пост, 2 — шланговый трехжильный кабель с заземляющей жилой, 3 — сварочный трансформатор, 4 — регулятор, 5 — заземляющие зажимы корпуса, 6 — шланговый одножильный кабель, 7 — электрододержатель, 8 — заземляющие провода
Перед пуском у трансформатора необходимо проверить соответствие напряжения его первичной обмотки подводимому напряжению сети. До включения трансформаторов сварочная цепь должна быть разомкнута.
Трансформаторы следует подключать к питающей сети отдельными рубильниками.
Расстояние от сети до сварочного аппарата должно быть наименьшим. Сечения проводов, присоединяемых к вторичным цепям трансформаторов или к выводам сварочных генераторов, выбирают по таблице.
| Сечение провода, мм2 | Наибольшая допустимая сила тока, А | Сечение провода, мм2 | Наибольшая допустимая сила тока, А |
| 16 | 100 | 70 | 270 |
| 25 | 140 | 95 | 330 |
| 35 | 170 | 120 | 380 |
| 50 | 215 | 150 | 440 |
Для подвода тока к электрододержателю применяют изолированные гибкие провода в защитном шланге длиной не менее 3 м. Их сечения выбирают по таблице.
Нормы нагрузок на гибкие сварочные провода, присоединяемые к электрододержателю.
| Наибольшая допустимая сила тока, А | Сечение провода, мм2 | |
| одинарного | двойного | |
| 200 | 25 | |
| 300 | 50 | 2х16 |
| 450 | 70 | 2х25 |
| 600 | 95 | 2х35 |
В качестве обратного провода для соединения свариваемого изделия с источником сварочного тока могут служить стальные шины остаточного сечения, различные стальные конструкции, сама свариваемая конструкция и т. д. Не разрешается использовать в качестве обратного провода сети заземления, а также металлические конструкции зданий, оборудодования и т. д.
Падение напряжения в питающих соединительных сварочных проводах допускается не более 5% напряжения сети. Если это условие не выдерживается, сечение проводов необходимо увеличить.
Полезные советы по эксплуатации сварочных трансформаторов
 Обслуживание сварочных трансформаторов проще, чем сварочных генераторов, и уход за ними сводится к обеспечению надежного заземления корпуса, содержанию всех контактов в хорошем состоянии и периодической проверке сопротивления изоляции обмоток, особенно при работе установки на открытом воздухе.
Обслуживание сварочных трансформаторов проще, чем сварочных генераторов, и уход за ними сводится к обеспечению надежного заземления корпуса, содержанию всех контактов в хорошем состоянии и периодической проверке сопротивления изоляции обмоток, особенно при работе установки на открытом воздухе.
Во время эксплуатации в сварочных трансформаторах могут возникнуть следующие неисправности:
- сильное гудение и нагрев обмоток вследствие виткового замыкания в первичных обмотках. Повреждение устраняют частичной или полной перемоткой обмоток;
- трансформатор дает очень большой ток вследствие короткого замыкания во вторичной обмотке или в обмотке регулятора. Устраняют неисправность ликвидацией замыкания в обмотках или их перемоткой;
- сварочный ток не уменьшается при воздействии регулятора, что может быть вызвано замыканием между зажимами регулятора;
- регулятор при сварке ненормально гудит, это может возникнуть из-за неисправности привода или из-за ослабления натяжения пружины;
- сильный нагрев контактов в соединениях вследствие нарушения электрического контакта; неисправность устраняют переборкой греющихся соединений, зачисткой и плотной пригонкой контактных поверхностей и затяжкой до отказа зажимов.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Подписывайтесь на наш канал в Telegram!
Просто пройдите по ссылке и подключитесь к каналу.
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Описание подключения сварочного аппарата 380В
Сварочные аппараты на 380 вольт распространены в производстве и строительстве из-за мощности и неприхотливости. Использование трехфазных устройств позволяет работать с электродами больших диаметров и металлами максимальной толщины.
Сварка по сравнению с однофазными аппаратами получается более мягкой. При работе в составе производственных линий также используется трехфазное оборудование.

Виды трехфазных устройств
Трехфазные сварочные аппараты бывают трех видов:
- трансформаторные;
- выпрямительные;
- инверторные.
Сварочное оборудование первого вида в основе имеет трехфазный трансформатор. Первичная обмотка состоит из трех обмоток соединенных звездой, а вторичная понижающая обмотка соединяется треугольником.
Если для сварки используется переменный ток, то с каждой фазы вторичной обмотки отдельным проводом к электроду через дроссель подается пониженное напряжение. По сравнению с однофазным сварочным трансформатором сварка получается более мягкой, электрическая дуга становится стабильней, просадка напряжения меньше.
Выпрямительные аппараты на выходе вторичной обмотки имеют три полумостовые схемы собранные из мощных диодов. Как и в первом случае с каждого выпрямителя ток подается на сварочный электрод.
Пульсации по сравнению с выпрямителем на одной фазе значительно меньше, соответственно сварочный ток более стабилен, что сказывается на качестве сварки.
В инверторах на три фазы при одинаковой мощности сварки можно использовать менее мощные диоды и транзисторы, но это практически так не делают. Наоборот применение трехфазного напряжения позволяет получать аппараты большой мощности при малых габаритах и массе.
Последовательность подключения агрегата
Общая схема подсоединения выполняется в следующей последовательности:
Схема электрических преобразований тока для сварки в инверторе
- Провести необходимые расчёты и убедиться, что подключение оборудования для сварочных работ к сети здания допустимо.
- Проверить автоматы и состояние пробок, убедиться в отсутствии «жучков».
- Выставить значение рабочего напряжения, необходимого для проведения конкретных работ в зависимости от сложности, объёма и вида металла. Настройка регулирует положение сердечника трансформатора.
- Перевести переключатель аппарата в положение 220 В или 380 В.
- При возможности подсоединения на 220 В вставить вилку в розетку.
- Для подключения сварочного аппарата в сеть 380В два питающих конца подаются на «фазу», третий – на «ноль». Рекомендуется использовать промышленную розетку и соответствующую вилку.
Преимущества и недостатки
Все трехфазное оборудование для сварки относится к категории профессиональных устройств. Многие из них способны производить сварку в непрерывном режиме, то есть ПВ равно 100%. На строительстве трехфазные трансформаторные и выпрямительные сварочные аппараты до сих пор не имеют альтернатив.
Они не боятся пыли, грязи, работают при низких температурах, что противопоказано инверторам. Однофазные приборы трансформаторного типа тоже могут работать в таких же условиях, но у них мощность меньше и пульсации тока больше.
Соответственно, они не могут сравниться с трехфазными устройствами по качеству сварки, диаметру электродов и толщине свариваемого металла.
Использование трехфазного тока в инверторах, тоже имеет свои преимущества. Применяя одинаковую элементную базу, получают более мощный прибор с большими сварочными токами, что позволяет работать практически с любыми изделиями.
Схема прибора отличается незначительно. Используется тот же широтно-импульсный модулятор. Преобразование высокого в пониженное напряжение происходит на частоте порядка 40-100 кГц.
Единственный недостаток этих устройств заключается в том, что не всегда и не везде можно подключиться к трехфазному источнику питания на 380 В, и цена у них значительно выше, чем у однофазных аппаратов.
Особенности работы трехфазного сварочного аппарата
Сварочные аппараты на 380 вольт распространены в производстве и строительстве из-за мощности и неприхотливости. Использование трехфазных устройств позволяет работать с электродами больших диаметров и металлами максимальной толщины.
Сварка по сравнению с однофазными аппаратами получается более мягкой. При работе в составе производственных линий также используется трехфазное оборудование.
Виды трехфазных устройств
Трехфазные сварочные аппараты бывают трех видов:
- трансформаторные;
- выпрямительные;
- инверторные.
Сварочное оборудование первого вида в основе имеет трехфазный трансформатор. Первичная обмотка состоит из трех обмоток соединенных звездой, а вторичная понижающая обмотка соединяется треугольником.
Если для сварки используется переменный ток, то с каждой фазы вторичной обмотки отдельным проводом к электроду через дроссель подается пониженное напряжение. По сравнению с однофазным сварочным трансформатором сварка получается более мягкой, электрическая дуга становится стабильней, просадка напряжения меньше.
Выпрямительные аппараты на выходе вторичной обмотки имеют три полумостовые схемы собранные из мощных диодов. Как и в первом случае с каждого выпрямителя ток подается на сварочный электрод.
Пульсации по сравнению с выпрямителем на одной фазе значительно меньше, соответственно сварочный ток более стабилен, что сказывается на качестве сварки.
В инверторах на три фазы при одинаковой мощности сварки можно использовать менее мощные диоды и транзисторы, но это практически так не делают. Наоборот применение трехфазного напряжения позволяет получать аппараты большой мощности при малых габаритах и массе.
Преимущества и недостатки
Все трехфазное оборудование для сварки относится к категории профессиональных устройств. Многие из них способны производить сварку в непрерывном режиме, то есть ПВ равно 100%. На строительстве трехфазные трансформаторные и выпрямительные сварочные аппараты до сих пор не имеют альтернатив.
Они не боятся пыли, грязи, работают при низких температурах, что противопоказано инверторам. Однофазные приборы трансформаторного типа тоже могут работать в таких же условиях, но у них мощность меньше и пульсации тока больше.
Соответственно, они не могут сравниться с трехфазными устройствами по качеству сварки, диаметру электродов и толщине свариваемого металла.
Использование трехфазного тока в инверторах, тоже имеет свои преимущества. Применяя одинаковую элементную базу, получают более мощный прибор с большими сварочными токами, что позволяет работать практически с любыми изделиями.
Популярные модели
Сварочный инвертор полуавтомат 380 В – это наиболее распространенный прибор среди профессиональных аппаратов. В отличие от трансформаторных приборов они имеют небольшие габариты и массу.
Сварочный полуавтомат TESLA MIG 350 чешского производства хорошо зарекомендовал себя при работе в тяжелых условиях. При нестабильном или пониженном питающем напряжении обеспечивает стабильную сварочную дугу, работает от напряжения 380 В, а максимальный сварочный ток составляет 350 А.
Механизм подачи сварочной проволоки аппарата имеет два ролика, потребляемая мощность составляет 11,9 кВт. Запас мощности позволяет использовать длинные кабели до 20 м. Байонетные штекеры обеспечивают надежное и быстрое подключение горелки к аппарату. Производитель дает на оборудование трехгодичную гарантию.
Еще один пример профессионального трехфазного инвертора – это Сварог ARCTIC ARC 315 (R14). Он работает в жестких условиях, позволяет варить в интенсивном ручном режиме, выполнять наплавку. Благодаря использованию новейшей инверторной технологии аппарат может работать при температурах до -30 ⁰С. Имеется функция «горячий старт».
Раздельный монтаж силовых транзисторов повышает ремонтопригодность аппарата. При максимальном сварочном токе 315 А инвертор может использовать электроды диаметром 6 мм. Это позволяет сваривать металлы толщиной до 17 мм. При мощности 12 кВт имеет массу 22 кг.
Трехфазный инверторный сварочный аппарат «Ресанта САИ-315 380В» имеет примерно те же характеристики, что и «Сварог», но меньше дополнительных функций. Он более прост, поэтому дешевле и весит всего 10 кг.
Правила подключения сварочного аппарата
Чтобы правильно пользоваться сваркой, следует выполнять все требования и рекомендации по включению сварочного аппарата:
- Первое, что необходимо сделать, это проверить частоту и напряжение. Данные указываются производителем на корпусе оборудования. Они должны совпадать с показателями сети. Само подключение может выполняться одним из нескольких способов: использование двух фаз, одной фазы и нейтрали, использование отдельно заземления.
- Если модель сварочного оборудования позволяет, нужно сразу выбрать необходимое напряжение для питающей сети. Переключатель фиксируется в выбранном положении. Важно определить, с какой сетью будет осуществляться работа, в противном случае аппарат выйдет из строя.
- Для подключения надо использовать штепсельную вилку, характеристики которой соответствуют всем нормативам. Вилки без труда можно приобрести как отдельно, так и вместе с удлиняющими кабелями, что значительно облегчает подключение. Для вилки должен иметься в наличии наконечник с заземлением, через него и будет осуществляться подключение. Обычная розетка уже не подходит, надо использовать специальный плавкий предохранитель, допускается применять и автопереключатель, чтобы сделать подключение простым и безопасным.
- Включение сварочного аппарата осуществляется за счет обратного кабеля «земля», который крепится к клеммам в необходимой рабочей точке. При этом расстояние от будущего шва должно быть минимальным по возможности. Кабель-держатель надо фиксировать к специальному фрагменту корпуса, используя надежный зажим.
- Перед тем как начинать включение к сети, необходимо повторно проверить, чтобы все штепсели и кабели были подключены надежно и прочно. Если наблюдается плохой контакт, это может стать причиной остановки оборудования, возникновения опасной ситуации.
Перед тем как начинать работать, требуется приготовить перчатки, специальную сварочную маску с защитой для глаз. Это обязательное условие, так как во время сварки образуется высокотемпературная дуга. Она может сильно повредить глаза, если не обеспечить их защиту.
Подключение
В отличие от однофазных, оборудование для сварки с использованием трех фаз на конце питающего кабеля имеют четырех или пяти штырьковую вилку. Если в помещении имеется соответствующая розетка, нужно просто подключить сварочный аппарат через нее.
Но, иногда, особенно в условиях строительства, когда нет соответствующих розеток, концы кабеля через болтовое соединение подключаются к фазам дизельного генератора или трансформаторной подстанции.
При выборе оборудования для сварки в условиях домашней мастерской и наличии на участке трехфазного электроснабжения стоит остановиться на трехфазном сварочном аппарате. При этом он должен обеспечивать режимы ручной дуговой сварки и в среде защитных газов (MMA, MAG/MIG).
Тогда он даст практически неограниченные возможности в сварочном деле. Так как они предусмотрены для профессионалов, то имеют много дополнительных функций и настроек.
По мере приобретения навыков можно осваивать новые возможности устройства, что, несомненно, окажется очень полезным для хозяина. В отличие от однофазного аппарата он не будет просаживать напряжение во время работы, распределяя нагрузку по всем фазам, и соответственно не будет жалоб от соседей.
Выполнение подключения оборудования для сварочных работ
Принципиальная электрическая схема соединения первичных обмоток сварочного аппарата на напряжение: а) 220 В; б) 380 В (вторичная обмотка не указана).
По своей сути, сварочный аппарат является источником инверторного сварочного тока и сварочной дуги. Понятно, что эта дуга возникает между электродом и металлом. А сам аппарат для сварки выступает как преобразователь. Для определения допустимой мощности оборудования для типа электрической проводки в помещении, нужно умножить значение напряжения в сети на максимальное значение тока, которое указано на автомате вводного щитка агрегата для такого рода работ. Для подключения самого агрегата на 380 В к нему надо правильно подключать выходящие контакты.
Важно установить заземление во избежание поражения электрическим током при выполнении сварочных работ.
Схема подключения оборудования для сварочных работ, который используется в быту будет следующей:
- Определить необходимую мощность устройства для выполнения сварки в соответствии с тем, что будет подвергаться сварке.
- Используя ручку регулятора тока, отрегулировать положение сердечника трансформатора. Этими действиями уменьшается или увеличивается сила тока.
- При необходимости установите переключатель на корпусе агрегата в положение 380 В
- Два питающих конца подсоедините к «фазе», а третий конец — к «нулю».
Запомните: толстые концы определяют выход, а тонкие — вход.
Чтобы правильно и безопасно использовать сварочный аппарат, необходимо обеспечить его подключение согласно всем особенностям обращения с этим оборудованием. Важно правильно выполнить подключение сварочного аппарата.
Внимание надо обращать на любые мелочи, включая выбор питающего кабеля для устройства. Для работы со сварочным аппаратом необходимо иметь опыт, так как оборудование это потенциально опасное, начинать работу без опыта и защиты нельзя.
Нюансы подключения и выбора
Перед тем как подключать сварочный агрегат на 380 В, нужно учесть ряд особенностей. Трехфазные сварочники бывают с четырьмя, а иногда и с пятью штырьками. Обратите на это внимание покупая питающий кабель для сварочного аппарата.
В случаях когда на производстве отсутствуют розетки необходимого напряжения, или работы проводятся на выезде, нужно заранее продумать способ подключения трехфазного аппарата к генератору или подстанции.
Подбирая промышленный трехфазный сварочный аппарат стоит выбрать универсальное оборудование, которое работает в разных режимах, как РДС и ММА (или МИГ/МАГ).
Используя такие аппараты можно проводить сварочные работы любой сложности, будь то в среде защитного газа, или применяя только электроды.
Если в домашних условиях сварки есть возможность подключить к сети 380 вольт, советуем обзавестись трехфазным сварочным аппаратом.
Потому что он не вызывает перенапряжения и отключения электричества равномерно распределяя нагрузку на сеть, и работая намного стабильнее однофазных.
Источник