- Простой самодельный сварочный аппарат из ЛАТРа При конструировании или ремонте техники, бытового оборудования часто встает проблема: как сварить те или иные детали. Купить сварочный аппарат не совсем просто, а сделать самому . В этой статье Вы можете познакомится с несложным самодельным сварочным аппаратом, изготовленном по оригинальной схеме. Сварочный аппарат работает от сети 220 В и обладает высокими электротехническими характеристиками. Благодаря применению новой формы магнитопровода вес аппарата составляет всего 9 кг при габаритных размерах 125 х 150 мм. Это достигнуто использованием ленточного трансформаторного железа, свернутого в рулон в форме тора, вместо традиционного пакета Ш-образных пластин. Электротехнические характеристики трансформатора на тормагнитопроводе примерно в 5 раз выше, чем у Ш-образного, а электропотери минимальные. Чтобы избавиться от поисков дефицитного трансформаторного железа, можно приобрести готовый ЛАТР на 9 А или использовать тормагнитопровод от сгоревшего лабораторного трансформатора. Для этого снимают ограждение, арматуру и удаляют сгоревшую обмотку. Освобожденный магнитопровод должен быть изолирован от будущих слоев обмотки электрокартоном или двумя слоями лакоткани. Сварочный трансформатор имеет две самостоятельные обмотки. В первичной применен провод ПЭВ-2 1,2 мм, длиной 170 м. Для удобства работы можно использовать челнок (деревянная рейка 50 х 50 мм с прорезями на концах), на который предварительно намотан весь провод. Между обмотками помещают слой изоляции. Вторичная обмотка — медный провод в хлопчатобумажной или стекловидной изоляции — имеет 45 витков поверх первичной. Внутри провод располагают виток к витку, а с внешней стороны с небольшим зазором — для равномерного расположения и лучшего охлаждения. Работу удобнее выполнять вдвоем: один осторожно, не задевая за соседние витки, чтобы не повредить изоляцию, протягивает и укладывает провод, а помощник удерживает свободный конец, предохраняя от его скручивания. Сварочный трансформатор, изготовленный таким способом, будет давать ток 50 — 185 А. Если вы приобрели «Латр» на 9 А и при осмотре оказалось, что его обмотка в сохранности, то дело значительно упрощается. Используя готовую обмотку в качестве первичной, можно за 1 час собрать сварочный трансформатор, дающий ток 70 — 150 А. Для этого необходимо снять ограждение, токосъемный ползунок и крепежную арматуру. Затем определить и промаркировать выводы на 220 В, а остальные концы, надежно заизолировав, временно прижать к магнитопроводу, чтобы не повредить их при работе со вторичной обмоткой. Монтаж последней осуществляется так же, как и в предыдущем варианте, при этом используется медный провод того же сечения и длины. Трансформатор самодельного сварочного аппарата: 1 — первичная обмотка, 2 — вторичная обмотка, 3 — бухта провода, 4 — ярмо. Электрическая схема сварочного аппарата Собранный трансформатор помещают на изолированную площадку в прежний кожух, предварительно просверлив в нем отверстия для вентиляции. Провода первичной обмотки подключаются к сети 220 В кабелем ШРПС или ВРП. В цепи необходимо предусмотреть отключающий автоматический выключатель. Выводы вторичной обмотки соединяют с гибкими изолированными проводами ПРГ, к одному из них крепится держатель электродов, а к другому — свариваемая деталь. Этот же провод для безопасности сварщика заземляется. Регулировка тока предусматривается включением последовательно в цепь провода держателя электродов балластника — нихромовой или констатановой проволоки диаметром 3 мм и длиной 5 м, свернутой змейкой, которая крепится к асбестоцементному листу. Все соединения проводов и балластника — с помощью болтов М10. Методом подбора, перемещая по змейке точку присоединения провода, устанавливают требуемый ток. Возможен вариант регулировки тока использованием электродов различного диаметра. Для сварки применяются электроды типа диаметром 1 — 3 мм. Все необходимые материалы для сварочного трансформатора можно приобрести в торговой сети. А человеку, знакомому с электротехникой, сделать такой аппарат не представляет трудностей. При работе во избежание ожогов необходимо применять фибровый защитный щиток, снабженный светофильтром Э-1, Э-2. Обязательны также головной убор, спецодежда и рукавицы. Сварочный аппарат следует оберегать от сырости и не допускать его перегрева. Ориентировочный режим работы с электродом диаметром 3 мм: для трансформатора с током 50 — 185 А — 10 электродов, а с током 70 — 150 А — 3 электрода, после чего аппарат необходимо отключить от сети минимум на 5 минут. Источник Сварочный аппарат из ЛАТРа ЛАТРы выпускаются разных типов, с максимальными токами от 2 до 10А, не все из них годятся для изготовления трансформаторов для сварки, только те, размеры магнитопроводов которых позволяют уложить необходимое количество витков. Наиболее распространенным среди них, наверное, является автотрансформатор типа ЛАТР-1М. Он в зависимости от провода обмотки рассчитан на токи 6,7-9А, хотя размеры самого автотрансформатора от этого не меняются. Магнитопровод ЛАТР-1М имеет следующие размеры: внешний диаметр D=127 мм, внутренний диаметр d=70 мм, высота кольца h=95 мм, сечение S=27 см 2 , вес около 6 кг. Из двух колец от ЛАТР-1М можно изготовить хороший сварочный трансформатор, правда, из-за малого внутреннего объема окна, нельзя использовать слишком толстые провода и придется экономить каждый миллиметр пространства окна. Существенным недостатком трансформатора из ЛАТРов, по сравнению со схемой П-образного трансформатора, является также то, что нельзя изготовить катушки отдельно от магнитопровода. Это означает, что придется мотать, протягивая каждый виток через окно магнитопровода, что конечно же сильно усложняет процесс изготовления. Существуют ЛАТРы и с более объемными кольцами-магнитопрводами. Они намного лучше подходят для изготовления сварочных трансформаторов, но менее распространены. У других автотрансформаторов, аналогичных по параметрам ЛАТР-1М, например АОСН-8-220, магнитопровод имеет другие размеры: внешний диаметр кольца больше, но зато меньше высота и диаметр окна d=65 мм. В этом случае диаметр окна необходимо расширить до 70 мм. Кольцо магнитопровода состоит из намотанных друг на друга отрезков железной ленты, скрепленной по краям точечной сваркой. Для того чтобы увеличить внутренний диаметр окна, необходимо изнутри отсоединить конец ленты и отмотать ее необходимое количество. Но не пытайтесь отмотать за один раз все. Лучше отматывать по одному витку, каждый раз отрезая лишнее. Иногда таким образом расширяют и окна более крупных ЛАТРов, хотя при этом неизбежно уменьшается площадь сечения магнитопровода. В принципе для сварочного трансформатора было бы достаточно площади сечения и одного кольца. Но проблема заключается в том, что магнитопроводы меньшей площади неизбежно требуют большего количества витков, что увеличивает объем катушек и требует большего пространства окон. Трансформатор с разнесенными плечами Далее изолированные кольца соединяются вместе. Кольца плотно стягиваются крепкой лентой, а по бокам фиксируются деревянными колышками, также потом стянутыми лентой, — сердечник магнитопровод для трансформатора готов. Следующий шаг самый ответственный — укладка первичной обмотки. Обмотки этого сварочного трансформатора мотаются по схеме: первичная посредине, две секции вторичной на боковых плечах. На первичную обмотку уходит около 70-80 м провода, который придется с каждым витком протягивать через оба окна магнитопровода. При этом никак не обойтись без нехитрого приспособления. Сначала провод наматывается на деревянное мотовило и в таком виде без проблем протягивается через окна колец. Провод первичной обмотки может иметь диаметр 1,6-2,2 мм. Для магнитопроводов, составленных из колец с диаметром окна 70 мм, можно применять провод диаметром не более 2 мм, иначе останется мало места для вторичной обмотки. Первичная обмотка содержит, как правило, 180-200 витков при нормальном сетевом напряжении, что достаточно для эффективной работы 3-миллиметровым электродом. На конец провода надевается кембрик, который притягивается ХБ изолентой к началу первого слоя. Поверхность магнитопровода имеет закругленную форму, поэтому первые слои будут содержать меньше витков, чем последующие — для выравнивания поверхности. Провод ложится виток к витку, ни в коем случае не допуская захлестывания провода на провод. Слои провода обязательно изолируются друг от друга. Опять же, для экономии пространства обмотку следует класть как можно компактнее. На магнитопроводе из некрупных колец межслоевую изоляцию следует использовать потоньше. Не следует стремиться намотать первичную обмотку быстро. Процесс этот медленный, а после укладки жестких проводов начинают болеть пальцы. Лучше сделать это за 2-3 подхода — ведь качество важнее скорости. Если первичная обмотка изготовлена, большая часть работы выполнена, остается вторичная. Но сначала нужно определить количество витков вторичной обмотки на заданное напряжение. Для начала включите уже готовую первичную в сеть. Ток холостого хода этого варианта трансформатора небольшой — всего 70-150 мА, гул трансформатора должен быть еле слышен. Наматываем на одно из боковых плеч 10 витков любого провода и измеряем выходное напряжение на них. На каждое из боковых плеч приходится по половине магнитного потока, создаваемого на центральном плече, поэтому здесь на каждый виток вторичной обмотки приходится 0,6-0,7В. Исходя из полученного результата, рассчитывается количество витков вторичной обмотки, ориентируясь на напряжение 50В (около 75-80 витков). Выбор материала вторичной обмотки ограничен оставшимся пространством окон магнитопровода. Тем более что каждый виток толстого провода придется протягивать по всей длине в узкое окно. Проще всего намотать обычным многожильным проводом 16 мм 2 в синтетической изоляции — он мягкий, гибкий, хорошо изолирован, при работе будет лишь слегка греться. Можно изготовить вторичную обмотку и из нескольких жил медного провода. Половина витков вторичной обмотки мотается на одно плечо, половина на другое. Если не окажется проводов достаточной длины, можно соединить из кусков — ничего страшного. Намотав обмотки на оба плеча, нужно измерить напряжение на каждой из них, оно может отличаться на 2-3В — сказываются несколько отличные свойства магнитопроводов разных ЛАТРов, что особо не влияет на свойства дуги при сварке. Потом обмотки на плечах последовательно соединяются, но надо следить, чтобы они не оказались в противофазе, иначе на выходе получится напряжение, близкое к нулю (см. статью Обмотка сварочного трансформатора). При напряжении сети 220-230В сварочный трансформатор данной конструкции должен развивать в дуговом режиме ток 100-130А. Ток при коротком замыкании вторичной цепи — до 180А. Может оказаться, что в окна не удалось вместить все рассчитанные витки вторичной обмотки, и выходное напряжение оказалось ниже желаемого. Рабочий ток уменьшится от этого не сильно. В большей степени понижение напряжения холостого хода влияет на процесс зажигания дуги. Дуга зажигается легко при напряжениях, близких к 50В и выше. Хотя дугу можно без особых проблем зажигать и при более низких напряжениях. Так что если изготовленный транформатор имеет выход около 40В, то его вполне можно применять для работы. Другое дело, если попадутся электроды, рассчитанные на высокие напряжения, — некоторые марки электродов работают от 70-80В. Тороидальный трансформатор Первичная обмотка содержит столько же витков, как и в предыдущей схеме, но мотается по длине всего кольца и, как правило, ложится в два слоя. Проблема дефицита внутреннего пространства окна магнитопровода такой схемы трансформатора стоит еще более остро, чем для предыдущей конструкции. Поэтому изолировать здесь нужно как можно более тонкими слоями и материалами. Нельзя здесь применять и толстые обмоточные провода. Хотя в некоторых установках применяются ЛАТРы особенно больших размеров, только на одном кольце такого можно изготовить тороидальный сварочный трансформатор. Выгодное отличие тороидальной схемы для сварочного транформатора — более высокий КПД. На каждый виток вторичной обмотки теперь будет приходиться более одного вольта напряжения, следовательно, «вторичка» будет иметь меньше витков, а выходная мощность будет выше чем, в предыдущей схеме. Однако длина витка на тороидальном магнитопроводе будет больше, и сэкономить на проводе здесь вряд ли удастся. К недостаткам данной схемы следует отнести: сложность намотки, ограниченный объем окна, невозможность использования провода большого сечения, а также большую интенсивность нагрева. Если в предыдущем варианте все обмотки находились раздельно и хоть частично имели контакт с воздухом, то теперь первичная обмотка находится полностью под вторичной, и их нагрев взаимоусиливается. Использовать для вторичной обмотки жесткие провода сложно. Ее легче намотать мягким многожильным или изготовленным из нескольких жил проводом. Если правильно подобрать все провода и аккуратно их уложить, то в пространство окна магнитопровода вместится необходимое количество витков вторичной обмотки и на выходе трансформатора получится нужное напряжение. Иногда из нескольких колец ЛАТРов делают тороидальный сварочный трансформатор по-другому, ставят их не друг на друга торцами, а перематывают железные полосы ленты из одного на другой. Для этого сначала из одного кольца выбираются внутренние витки полос, чтобы расширить окно. Кольца других ЛАТРов распускаются полностью на полосы ленты, которые потом как можно плотнее наматываются на наружный диаметр первого кольца. После этого собранный единый магнитопровод очень плотно обматывается изолирующей лентой. Таким образом, получается кольцо-магнитопровод с более объемным внутренним пространством, чем у всех предыдущих. В такой можно будет вместить провод значительного сечения. Необходимое количество витков рассчитывается по площади сечения собранного кольца. К недостаткам этой конструкции следует отнести трудоемкость изготовления магнитопровода. Тем более что как ни старайся, а вручную намотать железные полосы друг на друга так же плотно, как раньше, все равно не удастся. В результате магнитопровод получается хлипким. При работе в режиме сварки железо в нем сильно вибрирует, издавая мощный гул. Источник Самодельные сварочные автоматы и аппараты При конструировании, сборке или ремонте чего-либо часто приходится соединять детали. Типы и методы соединений различны. Например, при соединении изделий из металла используют соединение на резьбе (винт или болт с гайкой), клепку, склеивание, спаивание и сварку. Схема сварочного аппарата. И если для первых трех нужны только механические инструменты, то для спаивания необходимы паяльники, а для сварки некоторые умельцы делают самодельные сварочные аппараты постоянного и переменного тока. Многие из этих агрегатов работают без сбоев не один десяток лет. Самодельные аппараты переменного тока При сборке, ремонте или конструировании бытовой техники или какого-либо оборудования возникает необходимость сварить несколько деталей вместе. Сварочные аппараты переменного тока стоят дорого, купить их не так просто. Но вполне допустимо сделать их самому. Схемы таких устройств очень разные. Схема аппарата переменного тока. Одна из оригинальных конструкций выполнена на основе трансформатора ЛАТР (автотрансформатора лабораторного). Этот аппарат работает от обычной сети, используя в работе переменный ток. Электротехнические характеристики его очень высоки из-за магнитопровода специального исполнения. Он выполнен из трансформаторного ленточного железа (свит в рулон) и имеет форму кольца или тора, хотя обычный сварочный аппарат переменного тока собран из пластин, похожих на букву «Ш». Характеристики тороидального изделия выше в 4,7 раз, а потери почти минимальны по сравнению с Ш-образным сердечником. Но такое трансформаторное ленточное железо сейчас в дефиците, поэтому легче достать готовый 9-амперный автотрансформатор лабораторный (ЛАТР) или тороидальный магнитопровод от сгоревшего изделия. Его необходимо перемотать — убрать обмотку вторичную старую или сгоревшую и намотать новую, более толстым проводом. Используя все это, вы соберете аппарат переменного тока 75-155 А примерно за 1-2 часа. Перемотка ЛАТР Схема трансформатора с ЛАТРом для уравнивания фазовых напряжения. Для замены обмоток поступают следующим способом: Снимают кожух (если он есть). Удаляют арматуру из немагнитного материала (пластмасса, алюминий) вместе с механической частью. Избавляются от старых или сгоревших обмоток: если обмотки не повреждены, то вторичную просто сматывают на специальный челнок для использования в других разработках и конструкциях. Челнок размером 4-5х10-20 см можно вырезать из фанеры; если обмотки сгорели, то провод удаляют любым методом: срезают, обрывают. Производят электроизоляцию сердечника от будущей обмотки, обмотав железо лакотканью в два слоя или сделав накладки из специального электрокартона. Наматывают новые обмотки, изолировав их друг от друга;. Производят сборку. На аппараты, выполненные на основе трансформатора ЛАТР, наматывают всего две обмотки. Если трансформатор сгорел полностью, приходится мотать обе обмотки. Первичную выполняют 1,2-миллиметровым проводом типа ПЭВ-2. Ориентировочная длина этого куска — 170 м. Для намотки пользуются челноком. Провод наматывают на него полностью. Схема автотрансформатора с регулированием напряжения. А затем, закрепив конец, начинают выполнять поступательные движения рукой внутрь тороида, обматывая проводом изолированный сердечник. Намотка производится виток к витку. После намотки первичную обмотку покрывают изоляцией (той же лакотканью). Для более надежной изоляции и эффективного охлаждения аппарата можно применить метод воздушного зазора между обмотками. В этом случае первичную обмотку можно не изолировать сверху — хватит и ее собственного покрытия. изготавливаются два кольца из толстого (3-5 мм) текстолита с внешним калибром на 3-5 мм (с каждой стороны) больше диаметра сердечника с намотанной «первичкой»; c краев снимается фаска (они скругляются) во избежание порчи изоляции; кольца закрепляются сверху и снизу сердечника двусторонним скотчем; наматывается вторичная обмотка. Вторичную — 45 витков — выполняют несколькими проводами, скрученными вместе, или шиной, которые должны быть в стекловидной или ХБ-изоляции. Сечение рассчитывается в зависимости от необходимого сварочного тока и составляет 5-7 А на 1 кв.мм. На ток 170 А вам понадобится шина или скрутка сечением 35 мм или больше. Обмотку вторичную (для охлаждения) распределяют по тороиду с зазором, стараясь распределять ее равномерно. Если у вас имеется рабочий автотрансформатор или вы приобрели новый, то работа сводится только к перемотке одной (вторичной) обмотки, так как первичная уже намотана проводом необходимого сечения и длины. Он перебирается в такой последовательности: вначале отвинчивают металлический или пластмассовый кожух (если он есть); снимают ползунок с графитовым токосъемником; удаляют арматуру из немагнитного материала (пластмасса, алюминий); определяют (прозванивают тестером) и маркируют все сетевые выводы; остальные провода обматывают изоляцией или надевают на них ПВХ-трубки и укладывают на боковой части ЛАТР перпендикулярно обмоткам; далее монтируется вторичная обмотка; витки, диаметр и марка проводов из меди аналогична варианту, описанному выше (полностью сгоревшему). Сварочные аппараты, точнее, их трансформаторы, рекомендуется монтировать вдвоем. Первый человек протягивает провод и укладывает его, стараясь не испортить изоляцию и соблюсти дистанцию между витками. Второй придерживает конец провода, не позволяя ему скручиваться. Если изоляция нарушится и концы хотя бы одного витка соприкоснутся, произойдет межвитковое замыкание, трансформатор перегреется и аппарат выйдет из строя. Сварочные аппараты с таким трансформатором работают на токах 55-180 А. Сварочный аппарат из латра своими руками Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже. Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит. Поэтому в контексте самостоятельной сборки конструкций речь пойдет исключительно об электрических вариантах. Такие агрегаты также подразделяются на разновидности: Установки-генераторы — оснащены собственным генератором тока. Отличительная черта — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно. Трансформаторы — такие установки, в особенности полуавтоматического типа, очень распространены среди тех, кто делает сварочное оборудование самостоятельно. Питаются от сети в 220 или 380 В. Инверторы — такие установки просты в применении и идеально подходят для дома, конструкция компактная и мало весит, но электронная схема достаточно сложна. Выпрямители — эти аппараты просто собирать и применять по назначению. С их помощью даже новичок может выполнять качественные сварные швы. Как сделать сварочный аппарат инверторного типа Чтобы в домашних условиях собрать инвертор, потребуется схема, которая позволит соблюсти нужные параметры. Рекомендуется брать детали от старых советских приборов: транзисторов; диодов; дросселей; готовых трансформаторов; конденсаторов; резисторов; тиристоров. Параметры для аппарата можно выбирать такие: Он должен работать с электродами, диаметр которых не превышает 5 мм. Максимальный показатель рабочего тока равен 250 А. Источник напряжения — сеть бытовая на 220 В. Регулировка сварочного тока варьируется от 30 до 220 А. Инструмент включает такие компоненты: Начинаем с намотки трансформатора и действуем в такой последовательности: Возьмите ферритовый сердечник. Выполните первую обмотку (100 витков посредством провода ПЭВ 0,3 мм). Вторая обмотка — 15 витков, проводом с сечением 1 мм). Третья обмотка — 15 витков проводом ПЭВ 0,2 мм. Четвертая и пятая — соответственно по 20 витков проводами с сечением 0, 35 мм. Чтобы охладить трансформатор, возьмите вентилятор от компьютера. Чтобы транзисторные ключи работали непрерывно, напряжение следует на них подавать после выпрямителя и конденсаторов. Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства, а можно его сделать и самостоятельно. С лицевой части корпуса устанавливается светодиодный индикатор, который показывает, что прибор включен в сеть. Здесь же можно поставить дополнительный выключатель, а также защитный предохранитель. Еще его можно установить на заднюю стенку и даже в сам корпус. Все зависит от его размеров и конструктивных особенностей. Переменное сопротивление устанавливается на лицевой части корпуса, с его помощью можно регулировать рабочий ток. Когда вы собрали все электрические схемы, проверьте аппарат специальным прибором или тестером и можете провести его испытание. Сварочный трансформатор своими руками Сборка трансформаторного варианта будет от предыдущей несколько отличаться. Этот агрегат работает на переменном токе, но для сварки постоянным током нужно собрать к нему простую приставку . Для работы вам потребуется трансформаторное железо для сердечника, а также несколько десятков метров толстого провода или толстой медной шины. Все это можно найти в пункте приема металлов. Сердечник лучше всего делать П-образным, тороидальным либо круглым. Многие также берут статор от старого электромотора. Электромонтажная схема Электромонтажная схема сварочного аппарата. У любой конструкции, работающей от сети, есть своя схема. Имеет ее и вышеописанный сварочный аппарат. Перемотанный трансформатор закрывают его старым кожухом (если он подходит), готовят новый или обходятся без ограждения. Это не так опасно. Ведь аппарат имеет потенциал на выходе не более 50 В. Да и охлаждать трансформатор без кожуха намного легче. Выводы обмоток трансформатора на ваш аппарат подсоединяются так: Первичная (I) — подсоединяется к 220 В 2-4-миллиметровым медным гибким проводом (ВРП или ШРПС). Обязателен автомат (Q1) — выключатель автоматический наподобие тех, что стоят в домах. К вторичной (многоамперной) прикрепляют тщательно изолированные, но к тому же гибкие провода ПРГ соответствующего сечения. Один конец крепится к обрабатываемой детали и заземляется (для электробезопасности). На другом укрепляется резистор балластный (для регулирования выходного тока) и самодельный или стандартный электрододержатель на аппарат. Производство сварочного оснащения: инструкция. По мнению экспертов, в качестве основы оборудования следует выбрать трёхфазный понижающий трансформатор. С катушки снимаются вторичные обмотки, первичные провода и сердечник оставить в первостепенном виде, среднюю проводку обвернуть тем же материалом с 8-10 витками на выходе. Для самостоятельного производства сварочного оборудования нужен кабель 25 м, медная труба 10-12 мм в диаметре, диск по металлу и болгарка. Необходимо обеспечить заполнение обоих катушек, находящихся по краям, осторожно намотав вторичную обмотку, используя силовой многожильный трёхфазный кабель. Гибкий провод проводит намотку без надобности разборки оборудования. Параметры проводов в кабеле — 6-8 мм в диаметре. Один из них должен быть более тонким, но с хорошей изоляцией и устойчивым к мощности тока. Для производства устройства 25 м кабеля. По надобности его можно поменять на провода с меньшим сечением. Эту работу эффективнее проделывать вдвоём: один человек займётся протягиванием провода, второй – укладкой витков. Для изготовления клеммы нужна труба из меди длиной 30-40 мм и 10-12 мм в диаметре. Одна её часть разнимается, что образует пластину, в которой проделывается отверстие до 10 мм в диаметре; в другую часть вставляются заранее зачищенные провода. Эксперты советуют обжать провода молотом. Контакт улучшится, если на наружной стороне трубы проделать несколько насечек. Новые крепёжные элементы с резьбой М10 заменяют имеющиеся в верхней части трансформатора винты и гайки, к которым далее прикрепляются клеммы от вторичной обмотки. В текстолитовой плате необходимо проделать 11 отверстий (не более 6 мм в диаметре) для винтов с гайками и шайбами; и основательно прикрепить её к поверхности трансформатора. Данные составляющие обеспечат вывод первичной обмотки. Электродержатель производится из ¾ трубы 25 см в длину. По углам необходимо сделать выемки, а к держателю приварить кусочек проволоки из металла небольшого размера. На обратной стороне проделывается отверстие и присоединяется отрезок кабеля, как при вторичной обмотке. Затем нужно изолировать трубу резиновым шлангом. Регуляторы тока Регулятор представляет свитый спиралью провод 3-миллиметрового калибра из констатановой или нихромовой проволоки длиной примерно около 5 м. Это своеобразный балластник, включенный в цепь электродержателя последовательно. Спираль укрепляется отдельно на листе асбестоцемента. Ток сварки аппарата можно изменять тремя способами: Метод подбора. На регулирующем конце укрепляют зажим-крокодил большого размера. Изменение тока производят путем перемещения зажима по спирали. Если укрепить спираль только на концах (или распрямить), то регулировка будет плавной. Метод переключения. Берут переключатель. Его общий вывод подключают на регулирующий провод. Остальные выводы подключают на витки спирали. Ток регулируют дискретным перемещением ползунка. Метод замены. Ток изменяют путем подбора электродов (толстые и тонкие, длинные и короткие). Регулирование происходит в небольших пределах. Этот метод почти не применяется. Эти аппараты изменяют сварочный ток путем регулировки вторичной обмотки. С нее снимается большой ток, поэтому изменять ток электронным методом нерентабельно. Надо устанавливать мощные детали, огромные радиаторы и соответствующее охлаждение. Работа и безопасность Десять правил сварочных работ. Во время сварки из-за воздействия больших токов покрытие электрода вскипает и разлетается в виде раскаленных брызг. Чтобы ничего не случилось, всегда работайте в рукавицах, головном уборе, спецодежде и с защитным щитком из фибра, в котором должен быть светофильтр типа Э-1 или Э-2. Не работайте в местах с увеличенным уровнем влажности. Это опасно из-за пробоя трансформатора. Не перегревайте трансформатор. Такой сварочный аппарат использует электроды калибром не более 3 мм. Для эффективности постарайтесь работать в следующем режиме: при токе 45-180 А используется 10 электродов; при токе 65-155 А — всего 3. После использования указанного количества электродов аппарат обязательно отключите для остывания. Ориентировочно на 5-10 минут. Типы сварки Сварка – процесс, при котором детали соединяются при помощи плавления методом локального нагрева. Это наиболее прочный вид сращения материалов, так как связь происходит на межатомном уровне. Сваривать можно практически любой материал, но в автомобильном деле к этой процедуре прибегают, чтобы получить прочное механическое соединение металлов или сплавов. Чтобы расплавить металл, необходима высокая температура: для стали выше 1300 ° C, для меди – 1000 ° C, для алюминия – 660 ° C. Источники энергии для достижения таких температур могут быть различными: электрическая дуга; газовое пламя; ультразвук; электронный луч; лазер. При точечном сварном соединении для плавления и соединения материалов используется электрическая дуга. В зависимости от используемого вида энергии различают три типа сварки: механическая, при которой используется тепловая энергия трения и давления на детали; термическая, когда материалы плавятся от высокой температуры, достигнутой горением газа или большой силой тока; термомеханическая: сочетание высоких температур и давления на детали приводят к расплавлению и слиянию материала. Сварка гвоздей аппаратом Тип соединения также определяется видом сплава. Источник
- Сварочный аппарат из ЛАТРа
- Трансформатор с разнесенными плечами
- Тороидальный трансформатор
- Самодельные сварочные автоматы и аппараты
- Самодельные аппараты переменного тока
- Перемотка ЛАТР
- Сварочный аппарат из латра своими руками
- Как сделать сварочный аппарат инверторного типа
- Сварочный трансформатор своими руками
- Электромонтажная схема
- Производство сварочного оснащения: инструкция.
- Регуляторы тока
- Работа и безопасность
- Типы сварки
Простой самодельный сварочный аппарат из ЛАТРа
 При конструировании или ремонте техники, бытового оборудования часто встает проблема: как сварить те или иные детали. Купить сварочный аппарат не совсем просто, а сделать самому .
При конструировании или ремонте техники, бытового оборудования часто встает проблема: как сварить те или иные детали. Купить сварочный аппарат не совсем просто, а сделать самому .
В этой статье Вы можете познакомится с несложным самодельным сварочным аппаратом, изготовленном по оригинальной схеме.
Сварочный аппарат работает от сети 220 В и обладает высокими электротехническими характеристиками. Благодаря применению новой формы магнитопровода вес аппарата составляет всего 9 кг при габаритных размерах 125 х 150 мм. Это достигнуто использованием ленточного трансформаторного железа, свернутого в рулон в форме тора, вместо традиционного пакета Ш-образных пластин. Электротехнические характеристики трансформатора на тормагнитопроводе примерно в 5 раз выше, чем у Ш-образного, а электропотери минимальные.
Чтобы избавиться от поисков дефицитного трансформаторного железа, можно приобрести готовый ЛАТР на 9 А или использовать тормагнитопровод от сгоревшего лабораторного трансформатора. Для этого снимают ограждение, арматуру и удаляют сгоревшую обмотку. Освобожденный магнитопровод должен быть изолирован от будущих слоев обмотки электрокартоном или двумя слоями лакоткани.
Сварочный трансформатор имеет две самостоятельные обмотки. В первичной применен провод ПЭВ-2 1,2 мм, длиной 170 м. Для удобства работы можно использовать челнок (деревянная рейка 50 х 50 мм с прорезями на концах), на который предварительно намотан весь провод. Между обмотками помещают слой изоляции. Вторичная обмотка — медный провод в хлопчатобумажной или стекловидной изоляции — имеет 45 витков поверх первичной. Внутри провод располагают виток к витку, а с внешней стороны с небольшим зазором — для равномерного расположения и лучшего охлаждения.
Работу удобнее выполнять вдвоем: один осторожно, не задевая за соседние витки, чтобы не повредить изоляцию, протягивает и укладывает провод, а помощник удерживает свободный конец, предохраняя от его скручивания. Сварочный трансформатор, изготовленный таким способом, будет давать ток 50 — 185 А.
Если вы приобрели «Латр» на 9 А и при осмотре оказалось, что его обмотка в сохранности, то дело значительно упрощается. Используя готовую обмотку в качестве первичной, можно за 1 час собрать сварочный трансформатор, дающий ток 70 — 150 А. Для этого необходимо снять ограждение, токосъемный ползунок и крепежную арматуру. Затем определить и промаркировать выводы на 220 В, а остальные концы, надежно заизолировав, временно прижать к магнитопроводу, чтобы не повредить их при работе со вторичной обмоткой. Монтаж последней осуществляется так же, как и в предыдущем варианте, при этом используется медный провод того же сечения и длины.
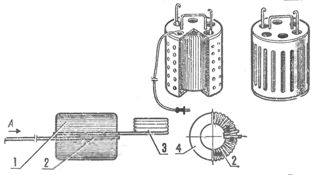
Трансформатор самодельного сварочного аппарата: 1 — первичная обмотка, 2 — вторичная обмотка, 3 — бухта провода, 4 — ярмо.
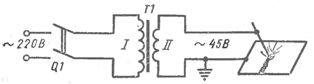
Электрическая схема сварочного аппарата
Собранный трансформатор помещают на изолированную площадку в прежний кожух, предварительно просверлив в нем отверстия для вентиляции. Провода первичной обмотки подключаются к сети 220 В кабелем ШРПС или ВРП. В цепи необходимо предусмотреть отключающий автоматический выключатель.
Выводы вторичной обмотки соединяют с гибкими изолированными проводами ПРГ, к одному из них крепится держатель электродов, а к другому — свариваемая деталь. Этот же провод для безопасности сварщика заземляется.
Регулировка тока предусматривается включением последовательно в цепь провода держателя электродов балластника — нихромовой или констатановой проволоки диаметром 3 мм и длиной 5 м, свернутой змейкой, которая крепится к асбестоцементному листу. Все соединения проводов и балластника — с помощью болтов М10. Методом подбора, перемещая по змейке точку присоединения провода, устанавливают требуемый ток. Возможен вариант регулировки тока использованием электродов различного диаметра. Для сварки применяются электроды типа диаметром 1 — 3 мм.
Все необходимые материалы для сварочного трансформатора можно приобрести в торговой сети. А человеку, знакомому с электротехникой, сделать такой аппарат не представляет трудностей.

При работе во избежание ожогов необходимо применять фибровый защитный щиток, снабженный светофильтром Э-1, Э-2. Обязательны также головной убор, спецодежда и рукавицы. Сварочный аппарат следует оберегать от сырости и не допускать его перегрева. Ориентировочный режим работы с электродом диаметром 3 мм: для трансформатора с током 50 — 185 А — 10 электродов, а с током 70 — 150 А — 3 электрода, после чего аппарат необходимо отключить от сети минимум на 5 минут.
Источник
Сварочный аппарат из ЛАТРа
ЛАТРы выпускаются разных типов, с максимальными токами от 2 до 10А, не все из них годятся для изготовления трансформаторов для сварки, только те, размеры магнитопроводов которых позволяют уложить необходимое количество витков. Наиболее распространенным среди них, наверное, является автотрансформатор типа ЛАТР-1М. Он в зависимости от провода обмотки рассчитан на токи 6,7-9А, хотя размеры самого автотрансформатора от этого не меняются. Магнитопровод ЛАТР-1М имеет следующие размеры: внешний диаметр D=127 мм, внутренний диаметр d=70 мм, высота кольца h=95 мм, сечение S=27 см 2 , вес около 6 кг. Из двух колец от ЛАТР-1М можно изготовить хороший сварочный трансформатор, правда, из-за малого внутреннего объема окна, нельзя использовать слишком толстые провода и придется экономить каждый миллиметр пространства окна. Существенным недостатком трансформатора из ЛАТРов, по сравнению со схемой П-образного трансформатора, является также то, что нельзя изготовить катушки отдельно от магнитопровода. Это означает, что придется мотать, протягивая каждый виток через окно магнитопровода, что конечно же сильно усложняет процесс изготовления.
Существуют ЛАТРы и с более объемными кольцами-магнитопрводами. Они намного лучше подходят для изготовления сварочных трансформаторов, но менее распространены. У других автотрансформаторов, аналогичных по параметрам ЛАТР-1М, например АОСН-8-220, магнитопровод имеет другие размеры: внешний диаметр кольца больше, но зато меньше высота и диаметр окна d=65 мм. В этом случае диаметр окна необходимо расширить до 70 мм.
Кольцо магнитопровода состоит из намотанных друг на друга отрезков железной ленты, скрепленной по краям точечной сваркой. Для того чтобы увеличить внутренний диаметр окна, необходимо изнутри отсоединить конец ленты и отмотать ее необходимое количество. Но не пытайтесь отмотать за один раз все. Лучше отматывать по одному витку, каждый раз отрезая лишнее. Иногда таким образом расширяют и окна более крупных ЛАТРов, хотя при этом неизбежно уменьшается площадь сечения магнитопровода.
В принципе для сварочного трансформатора было бы достаточно площади сечения и одного кольца. Но проблема заключается в том, что магнитопроводы меньшей площади неизбежно требуют большего количества витков, что увеличивает объем катушек и требует большего пространства окон.
Трансформатор с разнесенными плечами
Далее изолированные кольца соединяются вместе. Кольца плотно стягиваются крепкой лентой, а по бокам фиксируются деревянными колышками, также потом стянутыми лентой, — сердечник магнитопровод для трансформатора готов.
Следующий шаг самый ответственный — укладка первичной обмотки. Обмотки этого сварочного трансформатора мотаются по схеме: первичная посредине, две секции вторичной на боковых плечах.
На первичную обмотку уходит около 70-80 м провода, который придется с каждым витком протягивать через оба окна магнитопровода. При этом никак не обойтись без нехитрого приспособления.
Сначала провод наматывается на деревянное мотовило и в таком виде без проблем протягивается через окна колец.
Провод первичной обмотки может иметь диаметр 1,6-2,2 мм. Для магнитопроводов, составленных из колец с диаметром окна 70 мм, можно применять провод диаметром не более 2 мм, иначе останется мало места для вторичной обмотки. Первичная обмотка содержит, как правило, 180-200 витков при нормальном сетевом напряжении, что достаточно для эффективной работы 3-миллиметровым электродом.
На конец провода надевается кембрик, который притягивается ХБ изолентой к началу первого слоя. Поверхность магнитопровода имеет закругленную форму, поэтому первые слои будут содержать меньше витков, чем последующие — для выравнивания поверхности.
Провод ложится виток к витку, ни в коем случае не допуская захлестывания провода на провод. Слои провода обязательно изолируются друг от друга. Опять же, для экономии пространства обмотку следует класть как можно компактнее. На магнитопроводе из некрупных колец межслоевую изоляцию следует использовать потоньше. Не следует стремиться намотать первичную обмотку быстро. Процесс этот медленный, а после укладки жестких проводов начинают болеть пальцы. Лучше сделать это за 2-3 подхода — ведь качество важнее скорости.
Если первичная обмотка изготовлена, большая часть работы выполнена, остается вторичная. Но сначала нужно определить количество витков вторичной обмотки на заданное напряжение. Для начала включите уже готовую первичную в сеть. Ток холостого хода этого варианта трансформатора небольшой — всего 70-150 мА, гул трансформатора должен быть еле слышен. Наматываем на одно из боковых плеч 10 витков любого провода и измеряем выходное напряжение на них. На каждое из боковых плеч приходится по половине магнитного потока, создаваемого на центральном плече, поэтому здесь на каждый виток вторичной обмотки приходится 0,6-0,7В. Исходя из полученного результата, рассчитывается количество витков вторичной обмотки, ориентируясь на напряжение 50В (около 75-80 витков).
Выбор материала вторичной обмотки ограничен оставшимся пространством окон магнитопровода. Тем более что каждый виток толстого провода придется протягивать по всей длине в узкое окно. Проще всего намотать обычным многожильным проводом 16 мм 2 в синтетической изоляции — он мягкий, гибкий, хорошо изолирован, при работе будет лишь слегка греться. Можно изготовить вторичную обмотку и из нескольких жил медного провода.
Половина витков вторичной обмотки мотается на одно плечо, половина на другое. Если не окажется проводов достаточной длины, можно соединить из кусков — ничего страшного. Намотав обмотки на оба плеча, нужно измерить напряжение на каждой из них, оно может отличаться на 2-3В — сказываются несколько отличные свойства магнитопроводов разных ЛАТРов, что особо не влияет на свойства дуги при сварке. Потом обмотки на плечах последовательно соединяются, но надо следить, чтобы они не оказались в противофазе, иначе на выходе получится напряжение, близкое к нулю (см. статью Обмотка сварочного трансформатора). При напряжении сети 220-230В сварочный трансформатор данной конструкции должен развивать в дуговом режиме ток 100-130А. Ток при коротком замыкании вторичной цепи — до 180А.
Может оказаться, что в окна не удалось вместить все рассчитанные витки вторичной обмотки, и выходное напряжение оказалось ниже желаемого. Рабочий ток уменьшится от этого не сильно. В большей степени понижение напряжения холостого хода влияет на процесс зажигания дуги. Дуга зажигается легко при напряжениях, близких к 50В и выше. Хотя дугу можно без особых проблем зажигать и при более низких напряжениях. Так что если изготовленный транформатор имеет выход около 40В, то его вполне можно применять для работы. Другое дело, если попадутся электроды, рассчитанные на высокие напряжения, — некоторые марки электродов работают от 70-80В.
Тороидальный трансформатор
Первичная обмотка содержит столько же витков, как и в предыдущей схеме, но мотается по длине всего кольца и, как правило, ложится в два слоя. Проблема дефицита внутреннего пространства окна магнитопровода такой схемы трансформатора стоит еще более остро, чем для предыдущей конструкции. Поэтому изолировать здесь нужно как можно более тонкими слоями и материалами. Нельзя здесь применять и толстые обмоточные провода. Хотя в некоторых установках применяются ЛАТРы особенно больших размеров, только на одном кольце такого можно изготовить тороидальный сварочный трансформатор.
Выгодное отличие тороидальной схемы для сварочного транформатора — более высокий КПД. На каждый виток вторичной обмотки теперь будет приходиться более одного вольта напряжения, следовательно, «вторичка» будет иметь меньше витков, а выходная мощность будет выше чем, в предыдущей схеме. Однако длина витка на тороидальном магнитопроводе будет больше, и сэкономить на проводе здесь вряд ли удастся. К недостаткам данной схемы следует отнести: сложность намотки, ограниченный объем окна, невозможность использования провода большого сечения, а также большую интенсивность нагрева. Если в предыдущем варианте все обмотки находились раздельно и хоть частично имели контакт с воздухом, то теперь первичная обмотка находится полностью под вторичной, и их нагрев взаимоусиливается.
Использовать для вторичной обмотки жесткие провода сложно. Ее легче намотать мягким многожильным или изготовленным из нескольких жил проводом. Если правильно подобрать все провода и аккуратно их уложить, то в пространство окна магнитопровода вместится необходимое количество витков вторичной обмотки и на выходе трансформатора получится нужное напряжение.
Иногда из нескольких колец ЛАТРов делают тороидальный сварочный трансформатор по-другому, ставят их не друг на друга торцами, а перематывают железные полосы ленты из одного на другой. Для этого сначала из одного кольца выбираются внутренние витки полос, чтобы расширить окно. Кольца других ЛАТРов распускаются полностью на полосы ленты, которые потом как можно плотнее наматываются на наружный диаметр первого кольца. После этого собранный единый магнитопровод очень плотно обматывается изолирующей лентой. Таким образом, получается кольцо-магнитопровод с более объемным внутренним пространством, чем у всех предыдущих. В такой можно будет вместить провод значительного сечения. Необходимое количество витков рассчитывается по площади сечения собранного кольца.
К недостаткам этой конструкции следует отнести трудоемкость изготовления магнитопровода. Тем более что как ни старайся, а вручную намотать железные полосы друг на друга так же плотно, как раньше, все равно не удастся. В результате магнитопровод получается хлипким. При работе в режиме сварки железо в нем сильно вибрирует, издавая мощный гул.
Источник
Самодельные сварочные автоматы и аппараты
При конструировании, сборке или ремонте чего-либо часто приходится соединять детали. Типы и методы соединений различны. Например, при соединении изделий из металла используют соединение на резьбе (винт или болт с гайкой), клепку, склеивание, спаивание и сварку.

Схема сварочного аппарата.
И если для первых трех нужны только механические инструменты, то для спаивания необходимы паяльники, а для сварки некоторые умельцы делают самодельные сварочные аппараты постоянного и переменного тока. Многие из этих агрегатов работают без сбоев не один десяток лет.
Самодельные аппараты переменного тока
При сборке, ремонте или конструировании бытовой техники или какого-либо оборудования возникает необходимость сварить несколько деталей вместе. Сварочные аппараты переменного тока стоят дорого, купить их не так просто. Но вполне допустимо сделать их самому. Схемы таких устройств очень разные.
Схема аппарата переменного тока.
Одна из оригинальных конструкций выполнена на основе трансформатора ЛАТР (автотрансформатора лабораторного). Этот аппарат работает от обычной сети, используя в работе переменный ток. Электротехнические характеристики его очень высоки из-за магнитопровода специального исполнения.
Он выполнен из трансформаторного ленточного железа (свит в рулон) и имеет форму кольца или тора, хотя обычный сварочный аппарат переменного тока собран из пластин, похожих на букву «Ш». Характеристики тороидального изделия выше в 4,7 раз, а потери почти минимальны по сравнению с Ш-образным сердечником.
Но такое трансформаторное ленточное железо сейчас в дефиците, поэтому легче достать готовый 9-амперный автотрансформатор лабораторный (ЛАТР) или тороидальный магнитопровод от сгоревшего изделия. Его необходимо перемотать — убрать обмотку вторичную старую или сгоревшую и намотать новую, более толстым проводом. Используя все это, вы соберете аппарат переменного тока 75-155 А примерно за 1-2 часа.
Перемотка ЛАТР
Схема трансформатора с ЛАТРом для уравнивания фазовых напряжения.
Для замены обмоток поступают следующим способом:
- Снимают кожух (если он есть).
- Удаляют арматуру из немагнитного материала (пластмасса, алюминий) вместе с механической частью.
- Избавляются от старых или сгоревших обмоток:
- если обмотки не повреждены, то вторичную просто сматывают на специальный челнок для использования в других разработках и конструкциях. Челнок размером 4-5х10-20 см можно вырезать из фанеры;
- если обмотки сгорели, то провод удаляют любым методом: срезают, обрывают.
- Производят электроизоляцию сердечника от будущей обмотки, обмотав железо лакотканью в два слоя или сделав накладки из специального электрокартона.
- Наматывают новые обмотки, изолировав их друг от друга;.
- Производят сборку.
На аппараты, выполненные на основе трансформатора ЛАТР, наматывают всего две обмотки.
Если трансформатор сгорел полностью, приходится мотать обе обмотки.
Первичную выполняют 1,2-миллиметровым проводом типа ПЭВ-2. Ориентировочная длина этого куска — 170 м. Для намотки пользуются челноком. Провод наматывают на него полностью.
Схема автотрансформатора с регулированием напряжения.
А затем, закрепив конец, начинают выполнять поступательные движения рукой внутрь тороида, обматывая проводом изолированный сердечник. Намотка производится виток к витку. После намотки первичную обмотку покрывают изоляцией (той же лакотканью).
Для более надежной изоляции и эффективного охлаждения аппарата можно применить метод воздушного зазора между обмотками. В этом случае первичную обмотку можно не изолировать сверху — хватит и ее собственного покрытия.
- изготавливаются два кольца из толстого (3-5 мм) текстолита с внешним калибром на 3-5 мм (с каждой стороны) больше диаметра сердечника с намотанной «первичкой»;
- c краев снимается фаска (они скругляются) во избежание порчи изоляции;
- кольца закрепляются сверху и снизу сердечника двусторонним скотчем;
- наматывается вторичная обмотка.
Вторичную — 45 витков — выполняют несколькими проводами, скрученными вместе, или шиной, которые должны быть в стекловидной или ХБ-изоляции. Сечение рассчитывается в зависимости от необходимого сварочного тока и составляет 5-7 А на 1 кв.мм. На ток 170 А вам понадобится шина или скрутка сечением 35 мм или больше. Обмотку вторичную (для охлаждения) распределяют по тороиду с зазором, стараясь распределять ее равномерно.
Если у вас имеется рабочий автотрансформатор или вы приобрели новый, то работа сводится только к перемотке одной (вторичной) обмотки, так как первичная уже намотана проводом необходимого сечения и длины.
Он перебирается в такой последовательности:
- вначале отвинчивают металлический или пластмассовый кожух (если он есть);
- снимают ползунок с графитовым токосъемником;
- удаляют арматуру из немагнитного материала (пластмасса, алюминий);
- определяют (прозванивают тестером) и маркируют все сетевые выводы;
- остальные провода обматывают изоляцией или надевают на них ПВХ-трубки и укладывают на боковой части ЛАТР перпендикулярно обмоткам;
- далее монтируется вторичная обмотка; витки, диаметр и марка проводов из меди аналогична варианту, описанному выше (полностью сгоревшему).
Сварочные аппараты, точнее, их трансформаторы, рекомендуется монтировать вдвоем. Первый человек протягивает провод и укладывает его, стараясь не испортить изоляцию и соблюсти дистанцию между витками. Второй придерживает конец провода, не позволяя ему скручиваться.
Если изоляция нарушится и концы хотя бы одного витка соприкоснутся, произойдет межвитковое замыкание, трансформатор перегреется и аппарат выйдет из строя.
Сварочные аппараты с таким трансформатором работают на токах 55-180 А.
Сварочный аппарат из латра своими руками
Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Поэтому в контексте самостоятельной сборки конструкций речь пойдет исключительно об электрических вариантах. Такие агрегаты также подразделяются на разновидности:
- Установки-генераторы — оснащены собственным генератором тока. Отличительная черта — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно.
- Трансформаторы — такие установки, в особенности полуавтоматического типа, очень распространены среди тех, кто делает сварочное оборудование самостоятельно. Питаются от сети в 220 или 380 В.
- Инверторы — такие установки просты в применении и идеально подходят для дома, конструкция компактная и мало весит, но электронная схема достаточно сложна.
- Выпрямители — эти аппараты просто собирать и применять по назначению. С их помощью даже новичок может выполнять качественные сварные швы.
Как сделать сварочный аппарат инверторного типа
Чтобы в домашних условиях собрать инвертор, потребуется схема, которая позволит соблюсти нужные параметры. Рекомендуется брать детали от старых советских приборов:
- транзисторов;
- диодов;
- дросселей;
- готовых трансформаторов;
- конденсаторов;
- резисторов;
- тиристоров.
Параметры для аппарата можно выбирать такие:
- Он должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный показатель рабочего тока равен 250 А.
- Источник напряжения — сеть бытовая на 220 В.
- Регулировка сварочного тока варьируется от 30 до 220 А.
Инструмент включает такие компоненты:
Начинаем с намотки трансформатора и действуем в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполните первую обмотку (100 витков посредством провода ПЭВ 0,3 мм).
- Вторая обмотка — 15 витков, проводом с сечением 1 мм).
- Третья обмотка — 15 витков проводом ПЭВ 0,2 мм.
- Четвертая и пятая — соответственно по 20 витков проводами с сечением 0, 35 мм.
- Чтобы охладить трансформатор, возьмите вентилятор от компьютера.
Чтобы транзисторные ключи работали непрерывно, напряжение следует на них подавать после выпрямителя и конденсаторов. Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства, а можно его сделать и самостоятельно.
С лицевой части корпуса устанавливается светодиодный индикатор, который показывает, что прибор включен в сеть. Здесь же можно поставить дополнительный выключатель, а также защитный предохранитель. Еще его можно установить на заднюю стенку и даже в сам корпус.
Все зависит от его размеров и конструктивных особенностей. Переменное сопротивление устанавливается на лицевой части корпуса, с его помощью можно регулировать рабочий ток. Когда вы собрали все электрические схемы, проверьте аппарат специальным прибором или тестером и можете провести его испытание.
Сварочный трансформатор своими руками
Сборка трансформаторного варианта будет от предыдущей несколько отличаться. Этот агрегат работает на переменном токе, но для сварки постоянным током нужно собрать к нему простую приставку .
Для работы вам потребуется трансформаторное железо для сердечника, а также несколько десятков метров толстого провода или толстой медной шины. Все это можно найти в пункте приема металлов. Сердечник лучше всего делать П-образным, тороидальным либо круглым. Многие также берут статор от старого электромотора.
Электромонтажная схема
Электромонтажная схема сварочного аппарата.
У любой конструкции, работающей от сети, есть своя схема. Имеет ее и вышеописанный сварочный аппарат.
Перемотанный трансформатор закрывают его старым кожухом (если он подходит), готовят новый или обходятся без ограждения. Это не так опасно. Ведь аппарат имеет потенциал на выходе не более 50 В. Да и охлаждать трансформатор без кожуха намного легче.
Выводы обмоток трансформатора на ваш аппарат подсоединяются так:
- Первичная (I) — подсоединяется к 220 В 2-4-миллиметровым медным гибким проводом (ВРП или ШРПС). Обязателен автомат (Q1) — выключатель автоматический наподобие тех, что стоят в домах.
- К вторичной (многоамперной) прикрепляют тщательно изолированные, но к тому же гибкие провода ПРГ соответствующего сечения.
Один конец крепится к обрабатываемой детали и заземляется (для электробезопасности). На другом укрепляется резистор балластный (для регулирования выходного тока) и самодельный или стандартный электрододержатель на аппарат.
Производство сварочного оснащения: инструкция.
По мнению экспертов, в качестве основы оборудования следует выбрать трёхфазный понижающий трансформатор.
С катушки снимаются вторичные обмотки, первичные провода и сердечник оставить в первостепенном виде, среднюю проводку обвернуть тем же материалом с 8-10 витками на выходе.
Для самостоятельного производства сварочного оборудования нужен кабель 25 м, медная труба 10-12 мм в диаметре, диск по металлу и болгарка.
Необходимо обеспечить заполнение обоих катушек, находящихся по краям, осторожно намотав вторичную обмотку, используя силовой многожильный трёхфазный кабель. Гибкий провод проводит намотку без надобности разборки оборудования.
Параметры проводов в кабеле — 6-8 мм в диаметре. Один из них должен быть более тонким, но с хорошей изоляцией и устойчивым к мощности тока. Для производства устройства 25 м кабеля. По надобности его можно поменять на провода с меньшим сечением.
Эту работу эффективнее проделывать вдвоём: один человек займётся протягиванием провода, второй – укладкой витков. Для изготовления клеммы нужна труба из меди длиной 30-40 мм и 10-12 мм в диаметре.
Одна её часть разнимается, что образует пластину, в которой проделывается отверстие до 10 мм в диаметре; в другую часть вставляются заранее зачищенные провода. Эксперты советуют обжать провода молотом.
Контакт улучшится, если на наружной стороне трубы проделать несколько насечек.
Новые крепёжные элементы с резьбой М10 заменяют имеющиеся в верхней части трансформатора винты и гайки, к которым далее прикрепляются клеммы от вторичной обмотки.
В текстолитовой плате необходимо проделать 11 отверстий (не более 6 мм в диаметре) для винтов с гайками и шайбами; и основательно прикрепить её к поверхности трансформатора. Данные составляющие обеспечат вывод первичной обмотки.
Электродержатель производится из ¾ трубы 25 см в длину. По углам необходимо сделать выемки, а к держателю приварить кусочек проволоки из металла небольшого размера.
На обратной стороне проделывается отверстие и присоединяется отрезок кабеля, как при вторичной обмотке. Затем нужно изолировать трубу резиновым шлангом.
Регуляторы тока
Регулятор представляет свитый спиралью провод 3-миллиметрового калибра из констатановой или нихромовой проволоки длиной примерно около 5 м. Это своеобразный балластник, включенный в цепь электродержателя последовательно.
Спираль укрепляется отдельно на листе асбестоцемента. Ток сварки аппарата можно изменять тремя способами:
- Метод подбора. На регулирующем конце укрепляют зажим-крокодил большого размера. Изменение тока производят путем перемещения зажима по спирали. Если укрепить спираль только на концах (или распрямить), то регулировка будет плавной.
- Метод переключения. Берут переключатель. Его общий вывод подключают на регулирующий провод. Остальные выводы подключают на витки спирали. Ток регулируют дискретным перемещением ползунка.
- Метод замены. Ток изменяют путем подбора электродов (толстые и тонкие, длинные и короткие). Регулирование происходит в небольших пределах. Этот метод почти не применяется.
Эти аппараты изменяют сварочный ток путем регулировки вторичной обмотки. С нее снимается большой ток, поэтому изменять ток электронным методом нерентабельно. Надо устанавливать мощные детали, огромные радиаторы и соответствующее охлаждение.
Работа и безопасность
Десять правил сварочных работ.
Во время сварки из-за воздействия больших токов покрытие электрода вскипает и разлетается в виде раскаленных брызг. Чтобы ничего не случилось, всегда работайте в рукавицах, головном уборе, спецодежде и с защитным щитком из фибра, в котором должен быть светофильтр типа Э-1 или Э-2.
Не работайте в местах с увеличенным уровнем влажности. Это опасно из-за пробоя трансформатора. Не перегревайте трансформатор. Такой сварочный аппарат использует электроды калибром не более 3 мм. Для эффективности постарайтесь работать в следующем режиме:
- при токе 45-180 А используется 10 электродов;
- при токе 65-155 А — всего 3.
После использования указанного количества электродов аппарат обязательно отключите для остывания. Ориентировочно на 5-10 минут.
Типы сварки
Сварка – процесс, при котором детали соединяются при помощи плавления методом локального нагрева. Это наиболее прочный вид сращения материалов, так как связь происходит на межатомном уровне. Сваривать можно практически любой материал, но в автомобильном деле к этой процедуре прибегают, чтобы получить прочное механическое соединение металлов или сплавов. Чтобы расплавить металл, необходима высокая температура: для стали выше 1300 ° C, для меди – 1000 ° C, для алюминия – 660 ° C. Источники энергии для достижения таких температур могут быть различными:
- электрическая дуга;
- газовое пламя;
- ультразвук;
- электронный луч;
- лазер.
При точечном сварном соединении для плавления и соединения материалов используется электрическая дуга. В зависимости от используемого вида энергии различают три типа сварки:
- механическая, при которой используется тепловая энергия трения и давления на детали;
- термическая, когда материалы плавятся от высокой температуры, достигнутой горением газа или большой силой тока;
- термомеханическая: сочетание высоких температур и давления на детали приводят к расплавлению и слиянию материала.
Сварка гвоздей аппаратом
Тип соединения также определяется видом сплава.
Источник