
- Глава XV. Плазменно-дуговая и другие виды термической резки
- § 68. Плазменно-дуговая резка
- Плазменная резка
- Общепринятые обозначения
- Технология плазменной резки
- Плазмообразующие газы
- Техника плазменной резки металла
- Преимущества плазменной резки по сравнению с газовой резкой
- Недостатки плазменной резки по сравнению с газовыми способами резки:
Глава XV. Плазменно-дуговая и другие виды термической резки
§ 68. Плазменно-дуговая резка
Получение плазменной дуги. Если в электрическую дугу направить поток какого-либо газа, пропуская его через небольшое отверстие плазмообразующего сопла (рис. 96), то столб дуги будет сжат, причем образовавшаяся плазма представляет собой сильно концентрированный источник тепла с высокой температурой, достигающей 20000 — 30 000°С. Газ, сжимающий столб дуги, называют плазмообразующим. В качестве плазмообразующих газов применяют либо одноатомные газы (например, аргон), либо двухатомные (водород, азот). Применяют также смеси двух или нескольких газов и воздух.
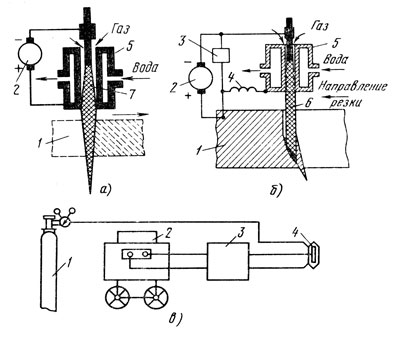
Рис. 96. Схема плазменной резки: а — плазменной струей, б — плазменной дугой; 1 — разрезаемый лист, 2 — источник питания, 3 — осциллятор, 4 — реостат, регулирующий вспомогательную дугу, 5 — плазмотрон, 6 — плазменная дуга, 7 — плазменная струя; в — установка для резки: 1 — баллон с газом, 2 — источник питания, 3 — балластный реостат, 4 — плазмотрон Двухатомные плазмообразующие газы создают плазменную дугу с большим выделением тепла на аноде, чем одноатомные. Это объясняется тем, что двухатомные газы передают изделию больше тепла из столба дуги в результате образования молекул газа с выделением дополнительного тепла. Поэтому двухатомные газы обеспечивают дугу с большей длиной, но с более низкой температурой, чем одноатомные газы (аргон, гелий и др.)
Распределение температур плазменной дуги с одноатомным газом (аргоном) при токе 400 А и расходе газа 0,6 м 3 /ч показано на рис. 97.
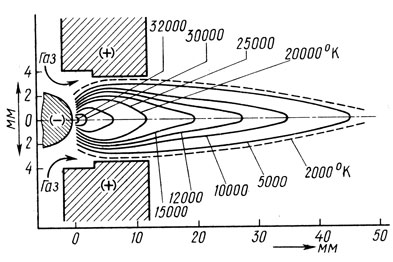
Рис. 97. Распределение температуры в плазменной струе при силе тока дуги 400 А и расходе аргона 0,6 м 3 /ч
Сжатая дуга может быть аналогична сварочной дуге прямого и косвенного действия В первом случае одним из электродов служит обрабатываемый металл (рис. 96, б), во втором — дуга возбуждается между независимыми от него электродами (рис. 96, а). Соответственно принято называть сжатую дугу, полученную по первой схеме, — плазменной дугой, а по второй схеме — плазменной струей.
Для разделительной резки металлов более целесообразно применять плазменную дугу, так как установлено, что она имеет более высокий к. п. д., а плазменная горелка менее подвержена износу.
Плазменно-дуговая резка нашла широкое применение при обработке тех металлов и сплавов, которые не поддаются кислородной резке: высоколегированные стали, алюминий, титан и их сплавы, медь и др.
Плазменно-дуговая резка заключается в проплавлении металла на узком участке по линии реза и удалении расплавленного металла струей плазмы, образующейся в дуге. Плазменная дуга применяется главным образом для разделительной резки.
Оборудование для плазменно-дуговой резки. В комплект оборудования для плазменно-дуговой резки входит резак (плазмотрон), пульт управления процессом, источник питания дуги электрическим током, баллоны с плазмообразующими газами и механизм для перемещения плазмотрона вдоль линии реза.
Резак состоит из двух узлов: электродного и соплового. Различают плазмотроны с осевой и вихревой подачей плазмообразующего газа для сжатия дуги. Осевая подача плазмообразующего газа применяется в широких соплах. При вихревой подаче плазмообразующий газ вводят в зону катода и столба по каналам, расположенным по касательной к стенкам дуговой камеры плазмотрона. При этом в камере создается вихревой поток газа со спиралеобразным движением. Вихревая подача плазмообразующего газа обеспечивает перемешивание газа в столбе дуги и равномерность газовой оболочки вокруг столба.
При осевой подаче конец электрода (вольфрамовый стержень диаметром от 2 до 6 мм и длиной до 100 — 150 мм) имеет форму заостренного стержня с углом 20 — 30°, а при вихревой — на конце электрода имеются сменные гильзовые катоды.
Для охлаждения плазмотронов применяют воду, а в плазмотронах небольшой мощности — сжатый воздух.
Вольфрамовый (или с примесью окислов лантана, иттрия, тория) электрод применяется для работы в инертных газах; при резке в окислительных газах электрод в зоне катода необходимо защищать неактивным газом.
Значительное применение находят режущие плазмотроны с пленочными катодами. Способностью образовывать пленку на катоде обладают цирконий и гафний. При высоких температурах окиснонитридная пленка, обладающая электропроводностью, легко образуется на поверхности катода. Такой катод может продолжительное время работать в окислительной среде, например в сжатом воздухе.
Интенсивность износа катодных вставок и электродов зависит от силы рабочего тока. Чем больше сила тока, тем быстрее изнашивается вставка. Для машинных плазмотронов с циркониевыми катодными вставками и проточной системой водяного охлаждения максимальная сила рабочего тока равна 250 — 300 А. При этом продолжительность работы катода обычно не превышает 4 — 6 ч.
Большое значение в плазмотронах имеет конструкция сопла. Чем меньше диаметр сопла и больше его длина, тем выше концентрация энергии, напряжение дуги и больше скорость потока плазмы; дуга становится жесткой, ее режущая способность увеличивается. Однако диаметр и длина сопла обусловливаются силой рабочего тока и расходом газа. Если диаметр сопла очень мал или длина его очень велика, может возникнуть так называемая двойная дуга (рис. 98), при которой режущая дуга распадается на две части: одна между катодом и внутренней частью сопла, а другая — между наружной поверхностью сопла и разрезаемым изделием. Двойная дуга может гореть одновременно с режущей, но она существует непродолжительное время и затем пропадает. Двойная дуга действует вне зоны защитного газа и от этого металл кромок загрязняется и подплавляется; двойная дуга может вывести из строя сопло формирующего наконечника. Чаще всего двойная дуга возникает в момент возбуждения режущей дуги. Режущая дуга возбуждается с помощью осциллятора или конденсаторными устройствами. Для предотвращения двойной дуги при зажигании режущей необходимо плавно увеличивать рабочий ток. Это достигается магнитным, тиристорным и другими устройствами.
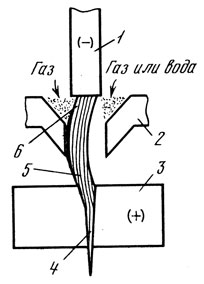
Рис. 98. Схема двойной дуги: 1 — катод, 2 — сопло, 3 — металл, 4 — столб режущей сжатой дуги, 5 и 6 — столб двойной дуги на участках наконечник (сопло) — металл и катод — наконечник
Для плазменно-дуговой резки применяют источники питания дуги постоянного тока с крутопадающими вольтамперными характеристиками. При резке больших толщин (больше 80 мм) применяют только специальные источники питания с повышенным напряжением холостого хода, например, типа ИПГ-500 и др. (табл. 24).
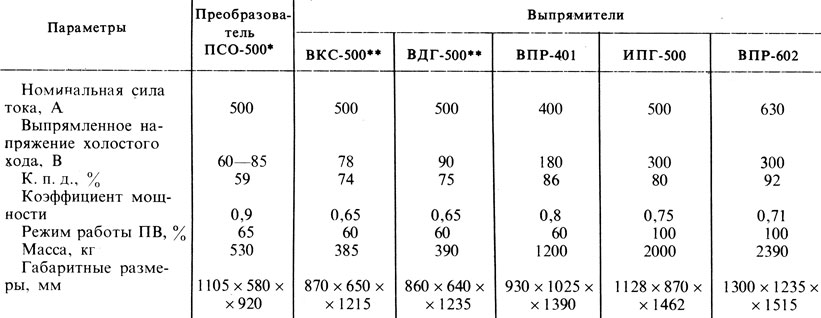
24. Источники питания для плазменно-дуговой резки
* ( Возможно переключение обмоток для повышения напряжения.)
** ( Возможно переключение обмоток.)
Согласно ГОСТ 14935 — 691 выпрямители для плазменно-дуговой резки должны иметь напряжение холостого хода 180 — 500 В и ток 130 — 1000 А.
Для плазменно-дуговой резки можно использовать также и стандартные источники питания сварочной дуги (некоторые из них приведены в табл. 24). Так как напряжение плазмотронов, как правило, больше напряжения холостого хода этих источников, то надо два или три источника соединять последовательно.
Машины для плазменно-дуговой резки по принципу работы и конструкции механического устройства не отличаются от машин для кислородной резки. Аппаратура для плазменно-дуговой резки должна соответствовать ГОСТ 12221 — 71: Плр — для ручной резки; Плрм — для ручной и машинной резки; Плм — для машинной резки; Плмт — для машинной точной резки.
Ручная резка стали толщиной до 20, мм при рабочем токе до 250 А производится, аппаратом Плр-20/250.
Аппарат Плр-50/250 предназначен для резки стали толщиной до 50 мм при рабочем токе до 250 А. Средой является сжатый воздух, азот, аргон, водород, смеси газов. Аппарат имеет воздушное охлаждение, его удобно использовать в цехе и при монтаже.
Резка стали толщиной 60 — 80 мм может выполнятся аппаратом типа Плрм мощностью до 50 кВт; сила тока — 400 А, напряжение источника питания — 180 В. Повышенные напряжение и ток обеспечивают лучшее качество реза и более высокую скорость резки. При защите вольфрамового катода в качестве рабочей среды можно применять кислород.
Основные технические данные некоторых аппаратов и машин приведены в табл. 25 и 26.
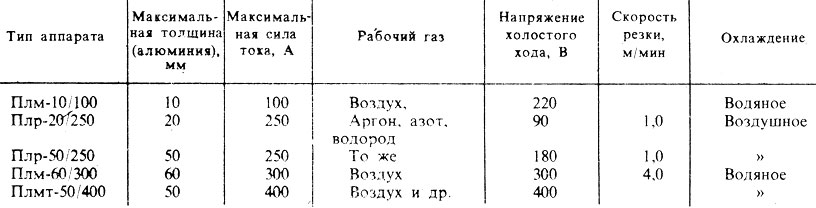
25. Технические данные аппаратов плазменно-дуговой резки
26. Некоторые стационарные машины для плазменно-дуговой резки
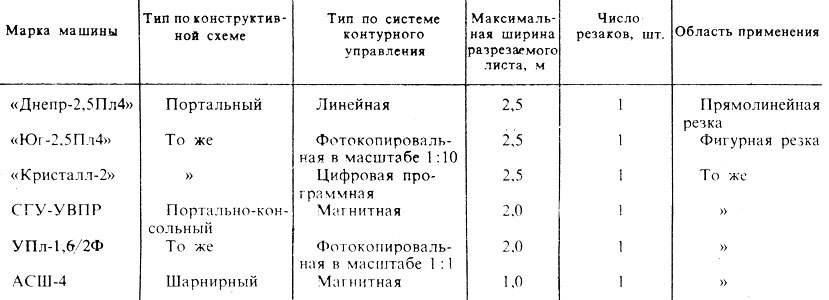
Технология плазменно-дуговой резки. Параметрами режима плазменно-дуговой резки являются: диаметр сопла, сила тока, напряжение плазменной дуги, скорость резки и расход газа. Плазмообразующий газ выбирают по характеру разрезаемого металла (табл. 27).
27. Выбор плазмообразующего газа в зависимости от условий резки
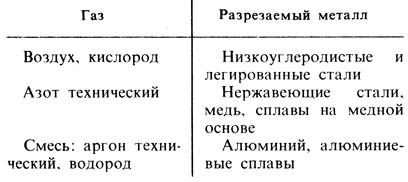
Выбор режима резки. Ориентировочные режимы плазменно-дуговой резки металлов сжатым воздухом для аппарата Плм-60/300 даны табл. 28.
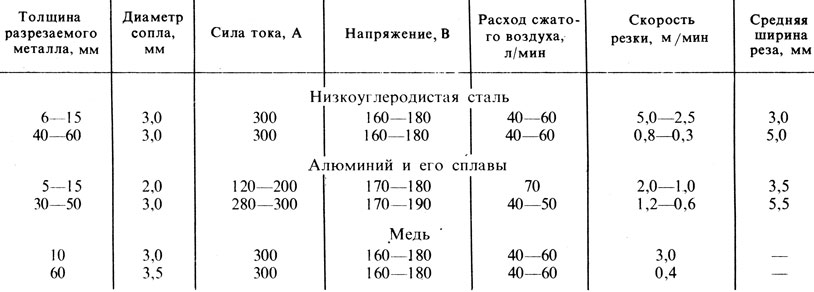
28. Ориентировочные режимы воздушно-плазменной машинной резки листового металла аппаратом Плм-60/300
Примечание. Диаметр вольфрамового катода равен диаметру формирующего сопла
Максимальные допускаемые толщины металла, разрезаемого плазменной дугой, даны в табл. 29.
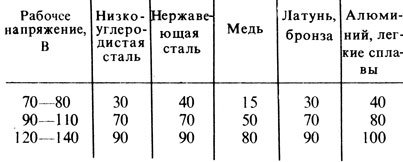
29. Допускаемые максимальные толщины, мм, металлов, разрезаемых плазменной дугой
Плазменно-дуговую резку целесообразно применять главным образом на машинах, так как высокие скорости резки сильно затрудняют управление процессом. Например, сталь толщиной 1,5 мм аппаратом мощностью 50 кВт режется со скоростью 20 м/мин, а сталь толщиной 10 мм — со скоростью 3 — 4 м/мин. С увеличением электрической мощности плазмы скорость резки еще больше возрастает. Современные плазмотроны имеют электрическую мощность 150 кВт и более; толщина разрезаемых листов достигает 100 мм.
Экономически целесообразна плазменно-дуговая резка стали толщиной до 50 мм. Технические трудности ограничивают толщину вырезаемых заготовок с одновременным снятием кромок под сварку до 30 мм.
Источник
Плазменная резка
Плазменная резка заключается в проплавлении разрезаемого металла за счет теплоты, генерируемой сжатой плазменной дугой, и интенсивном удалении расплава плазменной струей.
Общепринятые обозначения
PAC — Plasma Arc Cutting — резка плазменной дугой
Технология плазменной резки
Плазма представляет собой ионизированный газ с высокой температурой, способный проводить электрический ток. Плазменная дуга получается из обычной в специальном устройстве — плазмотроне — в результате ее сжатия и вдувания в нее плазмообразующего газа. Различают две схемы:
- плазменно-дуговая резка и
- резка плазменной струей.

Рисунок. Схемы плазменной резки
При плазменно-дуговой резке дуга горит между неплавящимся электродом и разрезаемым металлом (дуга прямого действия). Столб дуги совмещен с высокоскоростной плазменной струей, которая образуется из поступающего газа за счет его нагрева и ионизации под действием дуги. Для разрезания используется энергия одного из приэлектродных пятен дуги, плазмы столба и вытекающего из него факела.
При резке плазменной струей дуга горит между электродом и формирующим наконечником плазмотрона, а обрабатываемый объект не включен в электрическую цепь (дуга косвенного действия). Часть плазмы столба дуги выносится из плазмотрона в виде высокоскоростной плазменной струи, энергия которой и используется для разрезания.
Плазменно-дуговая резка более эффективна и широко применяется для обработки металлов. Резка плазменной струей используется реже и преимущественно для обработки неметаллических материалов, поскольку они не обязательно должны быть электропроводными.
Более подробная схема плазмотрона для плазменно-дуговой резки приведена на рисунке ниже.

Рисунок. Схема режущего плазмотрона
В корпусе плазмотрона находится цилиндрическая дуговая камера небольшого диаметра с выходным каналом, формирующим сжатую плазменную дугу. Электрод обычно расположен в тыльной стороне дуговой камеры. Непосредственное возбуждение плазмогенерирующей дуги между электродом и разрезаемым металлом, как правило, затруднительно. Поэтому вначале между электродом и наконечником плазмотрона зажигается дежурная дуга. Затем она выдувается из сопла, и при касании изделия ее факелом возникает рабочая режущая дуга, а дежурная дуга отключается.
Столб дуги заполняет формирующий канал. В дуговую камеру подается плазмообразующий газ. Он нагревается дугой, ионизируется и за счет теплового расширения увеличивается в объеме в 50-100 раз, что заставляет его истекать из сопла плазмотрона со скоростью до 2-3 км/c и больше. Температура в плазменной дуге может достигать 25000-30000°С.

Фото. Плазменная резка металла
Электроды для плазменной резки изготавливают из меди, гафния, вольфрама (активированного иттрием, лантаном или торием) и других материалов.

Фото. Сопла (в разрезе) для плазменной резки — медное (слева) и медное с вольфрамовой вставкой компании Thermacut (справа)
Количество тепла, необходимое для выплавления реза (эффективная тепловая мощность qр), поступает из столба плазменной дуги и определяется выражением:
где Vр — скорость резки (см/с);
F — площадь поперечного сечения зоны выплавляемого металла (см 2 );
γ — плотность металла (г/см 3 );
с — теплоемкость металла, Дж/(г·°С);
Тпл — температура плавления металла (°С);
T0 — температура металла до начала резки (°С);
q — скрытая теплота плавления (°С).
Произведение Vр·F·γ определяет массу выплавляемого металла за единицу времени (г/с). Для заданной толщины металла имеется определенное числовое значение эффективной тепловой мощности qр, ниже которого процесс резки невозможен.
Скорость потока плазмы, удаляющего расплавленный металл, возрастает с увеличением расхода плазмообразующего газа и силы тока и уменьшается с увеличением диаметра сопла плазмотрона. Она может достигать около 800 м/с при силе тока 250А.
Плазмообразующие газы
Технологические возможности процесса плазменной резки металла (скорость, качество и др.), а также характеристики основных узлов плазмотронов определяются прежде всего плазмообразующей средой. Влияние состава плазмообразующей среды на процесс резки:
- за счет изменения состава среды возможно регулирование в широких пределах количества тепловой энергии, выделяющейся в дуге, поскольку при определенной геометрии сопла и данном токе состав среды задает напряженность поля столба дуги внутри и вне сопла;
- состав плазмообразующей среды оказывает наибольшее влияние на максимально допустимое значение отношения тока к диаметру сопла, что позволяет регулировать плотность тока в дуге, величину теплового потока в полости реза и, таким образом, определять ширину реза и скорость резки;
- от состава плазмообразующей смеси зависит ее теплопроводность, определяющая эффективность передачи разрезаемому листу тепловой энергии, выделенной в дуге;
- в ряде случаев весьма значительной оказывается добавка тепловой энергии, выделившейся в результате химического взаимодействия плазмообразующей среды с разрезаемым металлом (она может быть соизмерима с электрической мощностью дуги);
- плазмообразующая среда при взаимодействии с выплавляемым металлом дает возможность изменять его вязкость, химический состав, величину поверхностного напряжения;
- подбирая состав плазмообразующей среды, можно создавать наилучшие условия для удаления расплавленного металла из полости реза, а также предотвратить образование подплывов на нижних кромках разрезаемого листа или делая их легко удаляемыми;
- от состава среды зависит характер физико-химических процессов на стенках реза и глубина газонасыщенного слоя, поэтому для определенных металлов и сплавов некоторые плазмообразующие смеси недопустимы (например, содержащие водород и азот в случае резки титана); диапазон допустимых смесей также сужается с увеличением толщины разрезаемых листов и теплопроводности материала.
От состава плазмообразующей среды зависят и характеристики оборудования:
- материал катода и конструкция катодного узла (способ крепления катода в плазмотроне и интенсивность его охлаждения);
- конструкция системы охлаждения сопел;
- мощность источника питания, а также форма его внешних статических характеристик и динамические свойства;
- схема управления оборудованием, поскольку состав и расход плазмообразующего газа полностью определяют циклограмму формирования рабочей дуги.
При выборе плазмообразующей среды также важно учитывать себестоимость процесса и дефицитность используемых материалов.
Таблица. Наиболее распространенные плазмообразующие газы
| Газ | Обрабатываемый металл | ||
| Алюминий, медь и сплавы на их основе | Коррозионно-стойкая сталь | Углеродистая и низколегированная сталь | |
| Сжатый воздух | Для заготовительной машинной резки | Для экономичной ручной и машинной резки | |
| Кислород | Не рекомендуется | — | Для машинной резки повышенного качества |
| Aзотно-кислородная смесь | Не рекомендуется | Для машинной резки с повышенной скоростью | |
| Азот | Для экономичной ручной и машинной резки | Для ручной и полуавтоматической резки | — |
| Aргоно-водородная смесь | Для резки кромок повышенного качества | Не рекомендуется | |
Резка с применением воздуха в качестве плазмообразующей среды называется воздушно-плазменной резкой.
Техника плазменной резки металла
Плазменная резка экономически целесообразна для обработки:
- алюминия и сплавов на его основе толщиной до 120 мм;
- меди толщиной до 80 мм;
- легированных и углеродистых сталей толщиной до 50 мм;
- чугуна толщиной до 90 мм.
Резак располагают максимально близко к краю разрезаемого металла. После нажатия на кнопку выключателя резака вначале зажигается дежурная дуга, а затем режущая дуга, и начинается процесс резки. Расстояние между поверхностью разрезаемого металла и торцом наконечника резака должно оставаться постоянным. Дугу нужно направлять вниз и обычно под прямым углом к поверхности разрезаемого листа. Резак медленно перемещают вдоль планируемой линии разреза. Скорость движения необходимо регулировать таким образом, чтобы искры были видны с обратной стороны разрезаемого металла. Если их не видно с обратной стороны, значит металл не прорезан насквозь, что может быть обусловлено недостаточным током, чрезмерной скоростью движения или направленностью плазменной струи не под прямым углом к поверхности разрезаемого листа.
Для получения чистого разреза (практически без окалины и деформаций разрезаемого металла) важно правильно подобрать скорость резки и силу тока. Для этого можно выполнить несколько пробных разрезов на более высоком токе, уменьшая его при необходимости в зависимости от скорости движения. При более высоком токе или малой скорости резки происходит перегрев разрезаемого металла, что может привести к образованию окалины.
Плазменная резка алюминия и его сплавов толщиной 5-20 мм обычно выполняется в азоте, толщиной от 20 до 100 мм — в азотно-водородных смесях (65-68% азота и 32-35% водорода), толщиной свыше 100 мм — в аргоно-водородных смесях (35-50% водорода) и с применением плазматронов с дополнительной стабилизацией дуги сжатым воздухом. При ручной резке в аргоно-водородной смеси для обеспечения стабильного горения дуги содержание водорода должно быть не более 20%.
Воздушно-плазменная резка алюминия, как правило, используется в качестве разделительной при заготовке деталей для их последующей механической обработки. Хорошее качество реза обычно достигается лишь для толщин до 30 мм при силе тока 200 А.
Плазменная резка меди может осуществляться в азоте (при толщине 5-15 мм), сжатом воздухе (при малых и средних толщинах), аргоно-водородной смеси. Поскольку медь обладает высокой теплопроводностью и теплоемкостью, для ее обработки требуется более мощная дуга, чем для разрезания сталей. При воздушно-плазменной резке меди на кромках образуются легко удаляемые излишки металла (грат). Резка латуни происходит с большей скоростью (на 20-25%), с использованием таких же плазмообразующих газов, что и для меди.
Плазменная резка высоколегированных сталей эффективна только для толщин до 100 мм (для больших толщин используется кислородно-флюсовая резка). При толщине до 50-60 мм могут применяться воздушно-плазменная резка и ручная резка в азоте, при толщинах свыше 50-60 мм — азотно-кислородные смеси.
Резка нержавеющих сталей толщиной до 20 мм может быть выполнена в азоте, толщиной 20-50 мм — в азотно-водородной смеси (50 % азота и 50 % водорода). Также возможно использование сжатого воздуха.
Плазменная резка низкоуглеродистых сталей наиболее эффективна в сжатом воздухе (особенно для толщин до 40 мм). При толщинах свыше 20 мм разрезание может осуществляться в азоте и азотно-водородных смесях.
Для резки углеродистых сталей используют сжатый воздух (как правило, при толщинах до 40-50 мм), кислород и азотно-кислородные смеси.
Таблица. Ориентировочные режимы воздушно-плазменной резки металла
| Разрезаемый материал | Параметры режима | ||||||
| Толщина (мм) | Диаметр сопла (мм) | Сила тока (А) | Напряже- ние (В) | Расход воздуха (л/мин) | Скорость резки (м/мин) | Средняя ширина реза (мм) | |
| Алюминий | 5-15 | 2 | 120-200 | 170-180 | 70 | 2-1 | 3 |
| 30-50 | 3 | 280-300 | 170-190 | 40-50 | 1,2-0,6 | 7 | |
| Медь | 10 | 3 | 300 | 160-180 | 40-60 | 3 | 3 |
| 20 | 1,5 | 3,5 | |||||
| 30 | 0,7 | 4 | |||||
| 40 | 0,5 | 4,5 | |||||
| 50 | 0,3 | 5,5 | |||||
| 60 | 3,5 | 400 | 0,4 | 6,5 | |||
| Сталь 12Х18Н10Т | 5-15 | 3 | 250-300 | 140-160 | 40-60 | 5,5-2,6 | 3 |
| 10-30 | 160-180 | 2,2-1 | 4 | ||||
| 31-50 | 170-190 | 1-0,3 | 5 | ||||
Преимущества плазменной резки по сравнению с газовой резкой
- значительно выше скорость резки металла малой и средней толщины;
- универсальность применения — плазменная резка используется для обработки сталей, алюминия и его сплавов, меди и сплавов, чугуна и др. материалов;
- точные и высококачественные резы, при этом в большинстве случаев исключается или заметно сокращается последующая механическая обработка;
- экономичность воздушно-плазменной резки — нет потребности в дорогостоящих газах (ацетилене, кислороде, пропан-бутане);
- возможность вырезать детали сложной формы;
- очень короткое время прожига (при кислородной резке требуется продолжительный предварительный прогрев);
- более безопасная, поскольку отсутствуют взрывоопасные баллоны с газом;
- низкий уровень загрязнения окружающей среды.
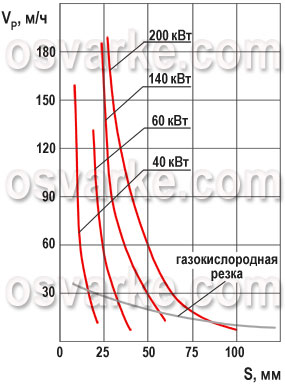
Рисунок. Скорость воздушно-плазменной резки углеродистой стали в зависимости от ее толщины и мощности дуги.
Недостатки плазменной резки по сравнению с газовыми способами резки:
- максимальная толщина реза обычно составляет 80-100 мм (кислородной резкой можно обрабатывать чугун и некоторые стали толщиной до 500 мм);
- более дорогое и сложное оборудование;
- повышенные требования к техническому обслуживанию;
- угол отклонения от перпендикулярности реза не должен превышать 10-50º в зависимости от толщины детали (в противном случае существенно расширяется рез, что приводит к быстрому износу расходных материалов);
- практически отсутствует возможность использования двух ручных резаков, подключенных к одному аппарату;
- повышенный шум вследствие истечения газа из плазматрона с околозвуковыми скоростями;
- вредные азотсодержащие выделения (при использовании азота) — для уменьшения разрезаемое изделие погружают в воду.

Фото. Образцы, полученные в результате плазменной резки — с высоким разрешением (сверху) и обычной (снизу). У верхнего образца верхний угол острый, а верхний угол у нижнего образца закруглен.
Источник