
- Гибка листового металла — методы и советы по проектированию [часть 2]
- Формула коэффициента K:
- Формулы припусков на изгиб:
- Расчет допуска на изгиб:
- Советы по гибке листового металла:
- Минимальная длина фланца:
- Боковые стороны с фаской:
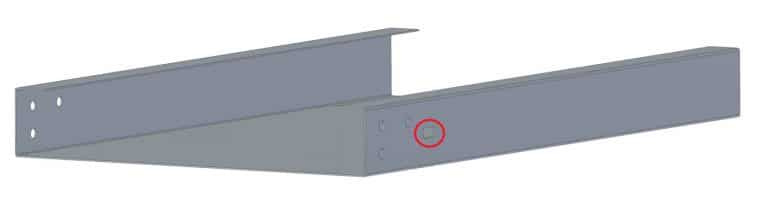
- Расстояние от отверстия до изгиба:
- Симметрия:
- Заклепочные гайки:
- Маленькие фланцы для больших деталей:
- Сгибы рядом друг с другом:
- Разместите изгибы на одной линии:
- Линия изгиба параллельна стороне:
- Рельеф изгиба:
- Сгибание коробки:
- Проверьте плоский шаблон:
- Эмпирическое правило для минимального радиуса изгиба:
- Направление изгиба:
- Загиб кромок:
- Оцените материал:
- Поле напряжений и деформаций при изгибе моментом
Гибка листового металла — методы и советы по проектированию [часть 2]

Если вы сами создаете чертежи, вам нужно знать следующее. Процесс гибки удлиняет материал. Это означает, что нейтральная линия или ось, о которой мы говорили в предыдущей статье, на самом деле находится не посередине материала. Но плоская деталь должна быть сформирована в соответствии с нейтральной линией. И для нахождения ее положения требуется коэффициент k.
Коэффициент K — это эмпирическая константа, то есть его значение было определено в результате испытаний. Он варьируется в зависимости от материала, его толщины, радиуса изгиба и метода гибки. По сути, коэффициент k смещает нейтральную линию, чтобы обеспечить плоский рисунок, отражающий реальность. Используя его, вы получаете допуск на изгиб, который, по сути, является длиной изогнутой нейтральной оси.
Первую часть данной статьи вы можете найти в нашем блоге по ссылке. Примечание: данная статья является переводом.
Формула коэффициента K:

Формулы припусков на изгиб:

Для изгибов от 90 до 165 градусов формула имеет вид:

Для изгибов более 165° нет необходимости рассчитывать припуски на изгиб, так как нейтральная ось остается практически посередине детали.

Для расчета плоской детали необходимо использовать длину дуги нейтральной оси
Расчет допуска на изгиб:
Допустим, у вас есть деталь, похожая на ту, что на изображении выше — у нее прямая ножка 20 мм и другая 70 мм. Угол изгиба составляет 90°, толщина листа — 5 мм, а внутренний радиус — 6 мм. Мы хотим узнать конечную длину детали. Во-первых, мы должны начать с коэффициента k:

Другой способ определения коэффициента k — следовать «правилу большого пальца». Просто выберите коэффициент k в соответствии с вашим материалом из приведенной ниже таблицы. Это дает достаточно точные результаты для большинства случаев.

Теперь мы можем перейти к припускам на изгиб:

Для получения окончательной длины мы просто прибавляем две длины ног к припуску на подгибку:

Советы по гибке листового металла:
Итак, я поговорил с нашим опытным менеджером по продажам, который знает толк в гибке листового металла. Он загорелся и решил воспользоваться возможностью и поделиться своими знаниями о гибке листового металла. Таким образом, он привел список распространенных ошибок и решений, как их избежать.
Минимальная длина фланца:
Существует минимальная длина фланца, как уже говорилось ранее. Для ориентировки смотрите таблицу изгибающих усилий. В зависимости от толщины выбирается ширина штампа. Если вы разработаете слишком короткий фланец, он будет неловко «проваливаться» в щель, и вы не получите желаемого результата.
Боковые стороны с фаской:

Фаска должна заканчиваться перед основанием детали
Если вы хотите сделать фланец с фаской на одном или двух концах, предыдущее правило о минимальной длине фланца остается в силе. Фаски должны оставлять достаточно места для выполнения правильных изгибов, иначе фланец будет выглядеть деформированным, и никто не будет удовлетворен.
Расстояние от отверстия до изгиба:

Близко расположенные отверстия могут деформироваться
Если отверстия расположены слишком близко к изгибу, они могут деформироваться. Круглые отверстия не так проблематичны, как другие типы, но болты все равно могут не пройти. Опять же, смотрите диаграмму изгибающего усилия для минимальных размеров фланца и размещайте отверстия дальше, чем минимальные.
Симметрия:
Чтобы избежать путаницы, прямоугольное отверстие может быть с обеих сторон
Существует большая опасность при изготовлении деталей, которые почти симметричны. Если возможно, делайте их симметричными. Если деталь почти симметрична, оператор гибочного пресса может запутаться. Результат? Ваша деталь будет согнута в неправильном направлении.
Заклепочные гайки:

Заклепочная гайка на пути гибочного инструмента
Если вы используете заклепочные гайки вблизи линии изгиба, известно, что их установка перед изгибом хороша для обеспечения его применимости. После изгиба отверстия могут деформироваться. Тем не менее, убедитесь, что гайки не будут мешать инструментам при гибке.
Маленькие фланцы для больших деталей:

Небольшой изгиб в конце большой детали может привести к трудностям
Лучше отказаться от маленьких фланцев на больших и тяжелых деталях. Это очень усложняет производство, и может потребоваться ручная обработка, которая обойдется дороже, чем простая механическая. В результате, если есть возможность, лучше выбрать альтернативное решение.
Сгибы рядом друг с другом:

Проверьте таблицу изгибающих усилий для минимальной длины фланца
Если вы хотите включить последовательные изгибы, проверьте, выполнимо ли это. Проблема возникает, когда вы не можете установить уже согнутую деталь на штамп. Если изгибы направлены в одну сторону — U-образный изгиб, — то общее правило заключается в том, что промежуточная часть должна быть длиннее фланцев.
Разместите изгибы на одной линии:

Эта часть нуждается в многочисленных корректировках.
Лучше всего проектировать изгибы на одной линии, если у вас есть несколько фланцев подряд. Имея это в виду, вы можете свести количество операций к минимуму. В противном случае оператору необходимо вносить корректировки для каждого отдельного изгиба, а это означает потерю времени и денег.
Линия изгиба параллельна стороне:

Такой вид линий сгиба приводит к неточным результатам
Как говорится в заголовке. Для целей позиционирования должна быть параллельная сторона вашей линии изгиба. Если её нет, выравнивание детали станет настоящей головной болью, и в итоге вы можете получить неудовлетворительный результат.
Рельеф изгиба:

Для достижения наилучшего результата рекомендуется сделать не просто небольшой разрез лазером, а настоящий вырез по бокам будущего фланца — который должен быть рельефом изгиба. Ширина такого надреза должна превышать толщину материала. Это гарантирует отсутствие разрывов и деформаций при окончательном изгибе. Другой хорошей практикой здесь является включение небольших радиусов в рельефы изгиба, поскольку они также снимают напряжение материала.
Сгибание коробки:

Небольшие зазоры гарантируют выполнение работы
При сгибании коробки необходимо оставлять небольшие зазоры между фланцами. В противном случае последний сгиб может врезаться в существующие, ломая всю конструкцию.
Проверьте плоский шаблон:
Следует помнить о том, что время от времени нужно переключать вид CAD на плоский шаблон. В этом есть много плюсов. Во-первых, если вы увлечетесь фланцами, в итоге может получиться что-то, что не может существовать в плоской схеме. А то, что не может существовать в плоской схеме, не может существовать и в любой другой.
Измерьте макет. Возможно, вы сможете скорректировать конструкцию для оптимальной посадки. Старайтесь не брать лист большего размера, если меньший размер находится в пределах досягаемости. Может быть, вы сможете уместить 2 детали на одном листе, если просто убавите несколько миллиметров? Это отразится на окончательной цене проекта.
Эмпирическое правило для минимального радиуса изгиба:
Будьте проще. Что может быть проще, чем выбрать внутренний радиус (ir), равный толщине материала. Это позволяет избежать последующих проблем, излишних раздумий и глупых ошибок. Уменьшение радиуса ниже этого значения может привести к проблемам. Больший радиус только усложнит некоторые другие расчеты.
Направление изгиба:

Изгиб перпендикулярно прокатке
Не следует проектировать изгибы в том же направлении, в котором производилась прокатка материала. Это особенно важно для алюминия. Конечно, все мы знаем алюминиевые корпуса с 4 сторонами, которые подразумевают гибочные операции, противоположные тем, что мы предлагаем. Тем не менее, лучше избегать этого, если возможно. Результатом могут стать неровные поверхности или даже трещины.
Хотя инженеры-производители заботятся о том, чтобы замечать такие вещи, полезно замечать их самостоятельно. Это помогает учесть расход материала.
Загиб кромок:

Оставляйте внутренний радиус, если это возможно
Если вы хотите укрепить края металлического листа, то загиб кромок — отличный вариант. Тем не менее, здесь применимы некоторые советы. Лучше оставить небольшой радиус внутри загиба. Для полного разрушения радиуса требуется большая мощность и тоннаж. Кроме того, это подвергает материал опасности растрескивания. Оставление радиуса, напротив, снимает эту опасность.
Оцените материал:
Обычные тонкие листы конструкционной стали толщиной 1. 3 мм могут выдержать практически все. После этого необходимо провести исследование. Некоторые материалы гораздо более капризны в обращении с ними. Получение хорошего результата зависит от ваших знаний и от помощи, которую может оказать ваш инженер-технолог.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Источник
Поле напряжений и деформаций при изгибе моментом
 |
 |
|
| Поле напряжений и деформаций при изгибе моментом Для осуществления процесса изгиба необходимо приложить изгибающий момент, хотя в общем случае изгиб может производиться одновременным действием моментов, а также продольных и поперечных сил. В основу теоретического анализа гибки положена гипотеза плоских сечений, согласно которой считается, что сечения, перпендикулярные к срединной поверхности заготовки, остаются плоскими в процессе изменения кривизны при изгибе. Опытами установлено, что эту гипотезу можно считать справедливой и при конечных пластических деформациях изгиба. Для установления основных закономерностей, управляющих процессом изгиба, выявления поля напряжений и деформаций рассмотрим вначале случай пластического изгиба широкой полосы (пока без учета явления анизотропии механических свойств листового материала) действием только одного изгибающего момента.
Распределение напряжений по толщине заготовки можно найти из совместного решения дифференциальных уравнений равновесия и уравнения пластичности. В рассматриваемом случае, учитывая постоянство кривизны по всей длине изгибаемой заготовки (по углу), для анализа поля напряжений используем полярную систему координат с полюсом, совпадающим с центром кривизны заготовки в данный момент деформирования. При этом следует учесть, что при изгибе моментом, ввиду отсутствия перерезывающих сил, касательные напряжения τθр отсутствуют и напряжения σθ и σр являются главными нормальными напряжениями. Уравнение равновесия (рис. 1) получит вид
Уравнение пластичности для объемного напряженного состояния в упрощенном виде по энергетической теории и при условии, что σθ и σр являются крайними главными напряжениями без учета упрочнения, будет
где знак плюс относится к зоне растяжения в тангенциальном направлении (р > рн), а знак минус — к зоне сжатия в тангенциальном направлении (р 5 (при β = 1,0) максимальное значение (по абсолютной величине) напряжения σp на нейтральной поверхности напряжений σp mах 5 схема напряженного состояния близка к линейной и для практических расчетов можно использовать формулы, получаемые на основании теории линейного изгиба. В этом случае нейтральная поверхность напряжений рн совпадает с нейтральной поверхностью деформаций рд и со срединной поверхностью заготовки рн = 0,5 (R + r) = r + 0,5s. При r/s 5; б — при r/s = 1; — — изгиб без упрочнения; — — изгиб с упрочнением На рис. 2 показаны (с учетом и без учета упрочнения) эпюры распределения напряжений σp и σθ по толщине заготовки при изгибе моментом, когда r/s >5 (линейное напряженное состояние) и при r/s = 1 (объемное напряженное состояние). Из эпюр видно, что при изгибе моментом по малому радиусу без упрочнения на поверхностях заготовки тангенциальное напряжение σθ равно σs; по мере удаления от свободных поверхностей напряжение σθ убывает в зоне растяжения и возрастает (по абсолютному значению) в зоне сжатия. Радиальное напряжение σp на наружных поверхностях равно нулю, а на нейтральной поверхности имеет свое наибольшее значение. Величину (аксиальных) напряжений σz, действующих вдоль образующей срединной поверхности при изгибе моментом, найдем из условия плоской деформации, при которой принимается, что Используя выражения (125) — (128), после некоторых преобразований находим: для зоны тангенциального растяжения для зоны тангенциального сжатия Следует отметить, что при изгибе широкой полосы напряжения σz на ее боковых поверхностях равно нулю, а по мере удаления от них имеются зоны, в которых напряжения σz изменяются от нуля до значений, определяемых формулами (132) и (133). Приведенный анализ полей напряжений при изгибе широкой полосы был выполнен без учета влияния упрочнения металла, поэтому полученные зависимости справедливы для горячего деформирования. В условиях холодного деформирования упрочнение приводит к увеличению напряжения текучести, а следовательно и к увеличению напряжений, действующих в изгибаемой полосе. Для отыскания поля напряжений при изгибе с упрочнением необходимо, чтобы была задана кривая упрочнения материала заготовки и, кроме того, было известно распределение деформаций по высоте. При этом делаются некоторые допущения, считая, что поворот сечений, перпендикулярных к срединной поверхности, происходит относительно точек, расположенных на нейтральной поверхности напряжений в конечный момент деформирования, пренебрегая зоной немонотонной деформации. Это равнозначно тому положению, что нейтральные слои напряжений и деформаций совпадают, т. е. рн = рд = рср. Принимается также, что материал заготовки одинаково упрочняется при растяжении и сжатии, а по упрочняющему эффекту тангенциальная деформация при изгибе эквивалентна линейной деформации при растяжении или сжатии. При таких допущениях можно будет найти величины относительных линейных εθ и истинных или логарифмических е деформаций при изгибе в тангенциальном направлении. Относительные тангенциальные линейные деформации растяжения для любого слоя, характеризуемого текущим радиусом р, определяются из зависимости
т. е. деформация волокон пропорциональна их расстоянию от нейтрального слоя и обратно пропорциональна радиусу его кривизны. Наибольшие деформации будут иметь место на наружных поверхностях, как наиболее удаленных от нейтрального слоя, тогда (при рн = Рср = г + s/2)
Большие пластические деформации определяются истинными или логарифмическими деформациями по формуле Кривую упрочнения при изгибе можно аппроксимировать прямой линией или степенной зависимостью. В первом случае, уравнение прямой, аппроксимирующей кривую упрочнения в координатах напряжение-истинные (логарифмические) деформации, может быть записано в виде
где σт0 — экстраполированный предел текучести, равный σв (1 — 2φв)/(1 — φв) 2 ; П — средний модуль упрочнения (тангенс угла наклона прямой к оси деформаций), равный σв/(1 — φв) 2 . Условие пластичности (122) при подстановке в него напряжение текучести с учетом упрочнения (137) получит вид В уравнениях (137) и (138) знак плюс перед квадратной скобкой и в скобках относится к зоне растяжения, где тангенциальная деформация положительная (р > рн), а знак минус — к зоне сжатия, где тангенциальная деформация отрицательная (р 5, когда влиянием напряжения σр можно пренебречь (линейное напряженное состояние) и при относительно малом отношении r/s (объемное напряженное состояние), как без учета, так и с учетом упрочнения. В последнем случае напряжения определяются по формулам (139) — (142). _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ |







 |
 |
 |
| |
| |
| |
| |
| |
| |
| |
| |
| |

 Система охлаждения с магнитным креплением своими руками
Система охлаждения с магнитным креплением своими руками