
Эксплуатация и ремонт электромагнитных реле
Реле имеет ограниченный ресурс это связано в первую очередь из-за принципа его работы: электромеханическое реле функционирует за счет работы магнитного поля и замыкания механических контактов. Механические контакты изнашиваются, катушка сгорает, отсюда и возникает необходимость его ремонта. Чаще всего ремонт заключается в чистке контактов или решении проблем с катушкой.
Содержание статьи
Конструкция и типовые проблемы
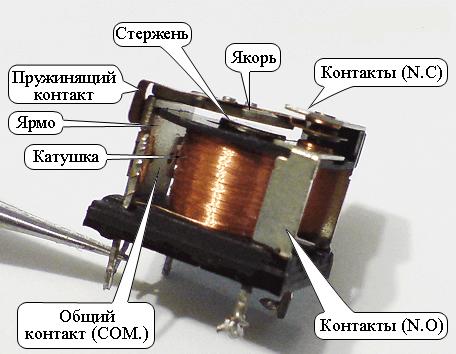
Прежде чем перейти к вопросам ремонта, давайте пройдемся по составным частям электромагнитного реле. Реле само по себе сравнивает величины управляющего воздействия, после чего происходит передача сигнала в управляемые цепи.

В нашем случае на катушку подаётся электрический ток. Якорь притягивается к сердечнику катушки за счет магнитного усилия созданного магнитным потоком.
Реле срабатывает в том случае если подано достаточное напряжение и ток. При срабатывании электромагнита замыкаются контакты. Контактов может быть несколько групп, а также пары нормально-замкнутых и нормально-разомкнутых контактов.
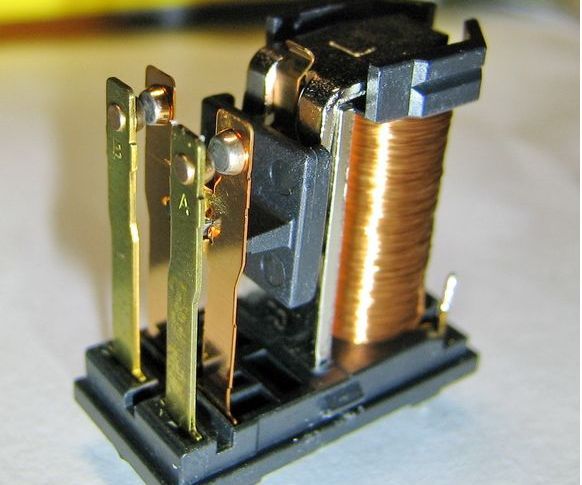
На фото изображено реле МКУ-48, в нижней части которого расположена катушка, подсоединенная проводами к клеммам. В верхней части вы видите набор токопроводящих пластин в составе контактной группы.
Катушка наматывается на каркасе, в ней располагают магнитопровод. Крепится катушка на нем разными методами, например за счет медной пластины, фасонной пластинки, шайб медных и изоляционных.
Конструкций реле может быть великое множество, но основные ответственные узлы одни и те же:
Их взаимное расположение, траектория движения, их количество может существенно отличаться.
Проблема 1 — контакты
Пожалуй, на первом месте в проблеме функционирования всех коммутационных аппаратов является нагар или износ контактов. Для повышения долговечности и снижения контактного сопротивление они могут быть покрыты дорогими металлами, типа серебра, золото или платины.
Но ресурсы всех механических частей ограничены числом срабатываний. Кроме ударной нагрузки, которая возникает при их замыкании, контакты разрушаются от искр и дуг, которые непременно образуются при включении хоть сколько-нибудь мощных электроцепей, особенно если в их составе есть индуктивность или емкость.

Наверняка вы замечали, что когда вы включаете зарядное от смартфона или ноутбука в розетку проскакивает сноп искр, так вот это и есть процесс заряда входной ёмкости. От таких вспышек на контактах образуется нагар.
Если в розетке, благодаря её конструкции он не так страшен – ведь вы, вставляя и вынимая вилку, счищаете малую часть сажи, то в реле нагар накапливается, рано или поздно сопротивление контактов возрастает, они начинают сильнее греться, отсюда получается еще больше нагара.
Следующий этап, это либо выгорание контактных пластин или деталей корпуса реле (автомата, пускателя…), либо, в лучшем случае, ток просто перестанет протекать через реле.

В таком случае нужно восстановить контакты. В простейших случаях нужно почистить их ластиком. Вообще контакты чистят спиртом зубной щеткой, или ватной палочкой, или бумажкой смоченной в спирте, если расстояние между контактами маленькое, а после высыхания шлифуют замшей. После этого стоит усилить прижим контактов, если он ослабился и если есть возможность регулировки.
Но, если они обгорели достаточно сильно, а на замену поставить нечего, можно чистить их стеклянной бумагой или мелкой наждачкой. Только долговечность такого ремонта зависит от остаточного состояния контактов.
Здесь нужно счистить нагар и выровнять контактную площадку, при этом не оставить царапин и не снять слой металла. При этом плоскости контактов должны при их замыкании максимально друг к другу прилегать. От площади соприкосновения зависит переходное сопротивление и нагрев контактов при прохождении тока.
Про то, как избавиться от искрения контактов реле у нас на сайте есть отдельная статья: Причины возникновения и способы устранения искрения контактов реле и пускателей
Проблема 2 – катушка
Магнитный поток, который возникает вокруг катушки, захватывает окружающие пространство и механизмы реле, происходит движение якоря и срабатывание контактов. Этого не произойдет, если катушка сгорела. Давайте рассмотрим частые проблемы с электромагнитной системой реле.
1. Обрыв провода обмотки в месте соединения (пайки) с клеммой. Возникает из-за вибраций, повышенном значении тока в катушке, коррозии и окисления.
2. Межвитковое замыкание. При такой неисправности характерен повышенный нагрев катушки, плохая подтяжка якоря и прижим контактов, повышенный гул (следствие возросшего тока), вибрации корпуса.
3. Обрыв провода в самой катушке.
Мы рассмотрели основные причины поломки реле. Их не так уж и много. Однако симптомов этих неисправностей больше. Чтобы правильно поставить диагноз и решить проблему нужно понять их причину. Давайте теперь поговорим о том, как они проявляются на практике.
Почему реле громко гудит
Межвитковое замыкание это локальное повреждение изоляции обмоточного провода катушки и прохождение тока напрямую через какую-то часть витков. Т.е. ток течет не по длине витка, а в точке, от одной массы проводника, к другой. Ток в таком случае может возрастать.
Тогда реле работает не в номинальном режиме, магнитный поток может отклоняться от необходимой величины в большую и меньшую сторону, это вызывает нестабильность положения якоря, вибрации в магнитопроводе, шихтованном железе. Особо заметен этот дефект на реле переменного тока, которые всегда слегка гудят, то при подобной проблеме они начинают сильно вибрировать, а их гул усиливается в разы.
Внешне проявляться это может как потемнения на отдельных участках катушки. Дальнейшая работа реле с таким дефектом приведет к тому, что в месте межвиткового замыкания будет происходить усиленный нагрев, со временем катушка перестанет функционировать, вариантов развития ситуации два:
1. Хороший – в катушке перегорит часть витков, и цепь будет разорвана, от образовавшейся гари ток перестанет протекать. Тогда магнитопровод и шасси катушки останутся целыми. В таком случае достаточно найти такую же катушку и произвести её замену. Для этого реле разбирается не полностью, а только в тех местах, где это необходимо, например в РВП катушка снимается с шасси и заменяется без каких – либо проблем.
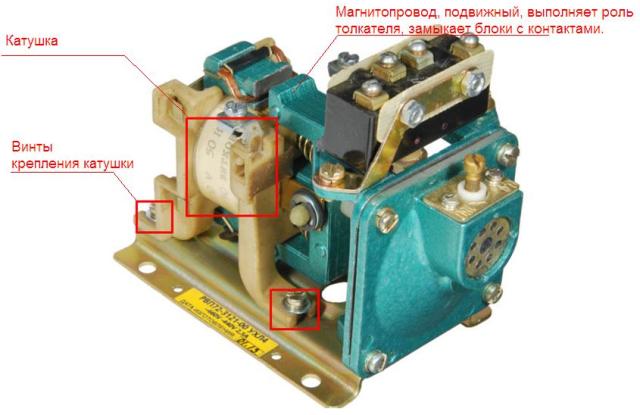
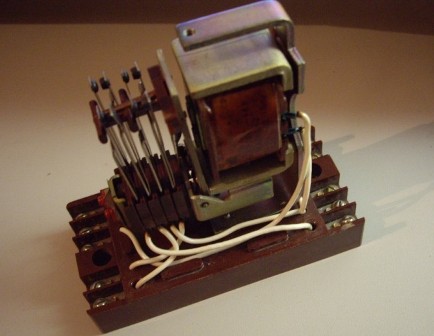
2. Плохой вариант – реле нагревается и от высокой температуры происходит возгорание обмоток и изоляторов, в результате чего повреждается магнитопровод. Если он подвижный, как на фото выше, то дальнейшая его работа может быть нарушена или невозможна вообще, тогда кроме катушки нужно найти и магнитопровод, в таком случае проще поменять реле полностью, а сгоревшее оставить на запчасти, если контактные группы в нем уцелели.
Кроме самого реле это может повлечь за собой и дальнейшие проблемы в виде пожара. Поэтому если реле начало сильно гудеть – не откладывайте его осмотр на потом.
Катушку можно перемотать, обмоточные данные могут быть указаны на этикетке, которая опоясывает катушку. На фото ниже вы видите, какая может быть указана информация:
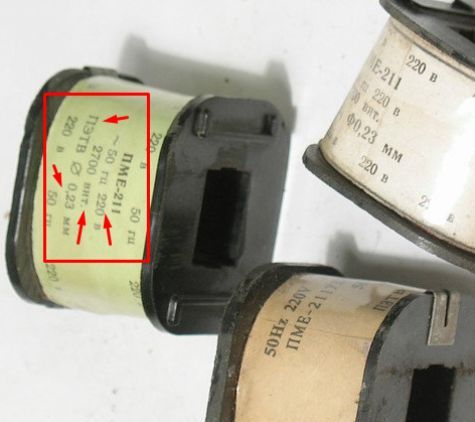
Теперь нужно удалить этикетку и посмотреть: может повреждение таится на поверхности? Тогда вы можете смотать немного провода, устранить проблему (заизолировать и спаять) и домотать обратно. Если на поверхности не видно дефектов, тогда нужно срезать или сматывать всю обмотку искать неисправность. Если она существенная – перематывать новым проводом.
Если такая этикетка сгорела, или повреждена нужно попробовать установить реле на обмоточный станок и размотать его вручную сосчитав число витков.
Трещит реле
Реле может трещать при плохом прижиме контактов, у такой проблемы есть три причины:
2. Разрегулировка прижимной пластины.
3. Недостаточный ток катушки.
У первых двух проблем больше механическое происхождение. Если контакты износились, они могут искрить и трещать. Тогда их нужно заменить. Если заменить нечем, можно попробовать их отшлифовать и выровнять.
Нужно добиться чтобы площадь соприкосновения была не меньше чем 2/3 от общей площади, чтобы это проверить, берут копировальную бумагу и прикладывают к обычной бумаге, после чего делают отпечаток контакта.
Натяжение (упругость пластин на которых расположены контакты) проверяют динамометром (в теории), на практике же, просто отгибают контакт и смотрят как он вернулся назад, если отгибался он слабо, и возвращался вяло – значит нужна регулировка. Если отгибался туго, а возвращался со щелчком – значит всё хорошо.
Если ток катушки малый реле тоже будет трещать. Дело в том, что тогда магнитное поле получается слабым и прижимная сила на контактах тоже. Ток катушки может быть малым из-за просадок напряжения, а также из-за проблем с проводкой. Возможно, где-то есть потери на соединениях, осмотрите все соединения и клеммы.
Реле залипает
Вы отключили цепь, а реле осталось в активном положении, при этом так происходит через раз, т.е. проблема не имеет устойчивого характера:
2. Влияние окружающей среды
3. Механическая неисправность.
Плохое состояние контактов, как я уже неоднократно сказал, – причина нагрева, так вот нагрев может стать причиной залипания контактов. Контакты разогреваются до такой степени, что поверхность металла слипается.
Проверьте чистоту корпуса реле, и что внутри него, может быть, там поселилась какая-то живность, или его чем-то залили. Вполне вероятно природное происхождение проблемы, тип гнезда пауков в электрощите или чего-то подобного.
Если корпус реле в чем-то липком, то проверьте, нет ли этого вещества внутри, может быть это и есть причина залипания контактов. Ну и последний «природный» вариант – может оно замерзло?
Проверьте напряжение на контактах реле, возможно просто где-то есть утечка, и реле остается под напряжением и его контакты не разъединяются.
Реле не срабатывает
Обмотка катушки выполняется тонким медным эмалированным проводом. Толщина провода может быть в районе 0.07 мм и выше. От толщины провода и длины обмотки зависит мощность включения реле и ток необходимый для замыкания контактов.
Для подключения реле к другим устройствам на его нижней части (часто, но не обязательно на нижней) расположены клеммы или другие виды контактов. Простейшая проблема – это когда один из концов катушки отпаивается от этой клеммы.
В таком случае достаточно просто припаять конец катушки. Будьте аккуратны, когда будете зачищать провод от эмали, вы можете переломить его, и он в скором времени отвалится.
Возможно реле не срабатывает, потому что катушка оборвана. Обрыв может быть на поверхности, а может быть и в середине, тогда порядок действий такой же, как и в случае с межвитковыми:
3. Проверить обрыв на поверхности, если нет размотать поискать внутри.
4. Спаять место обрыва и заизолировать.
Проверка реле
Быструю проверку реле можно выполнить прозвонкой или мультиметром. Для этого прозвоните контакты катушки, цепь должна быть замкнутой, если прозвонка не сработала – значит, катушка не в обрыве.
Следующий шаг проверить нормально-замкнутые контакты, когда на реле нет напряжения, они должны быть замкнуты, сопротивление стремиться к нулю, а прозвонка должна сработать. Подайте напряжение на обмотку и проверьте также нормально-разомкнутую пару. Она должна сомкнуться.
Более точную проверку можно провести мегомметром. Нужно прозвонить сопротивление между независимыми группами контактов, оно должно быть большим, конкретно, сколько написано в технических характеристиках коммутационного прибора, вообще от 1 МОм и выше. Также проверить сопротивление между катушкой и магнитопроводом, якорем. Оно тоже должно быть большим. В противном случае реле не будет функционировать правильно.
Источник
Эксплуатация и ремонт промежуточных реле
Техническое обслуживание
В процессе эксплуатации аппаратуры релейной защиты и автоматики изнашивается и морально устаревает, т.е. перестаёт соответствовать современным требованиям. Кроме того, возможны различные повреждения вследствие ненормальных режимов в электрических цепях (короткие замыкания, перегрузки), не выявленные ранее заводские дефекты и дефекты монтажа, а также повреждения в результате неправильных действий обслуживающего персонала.
В связи с этим возникает необходимость выполнения ремонтных работ и организации соответствующих служб, обеспечивающих ремонт аппаратуры релейной защиты и автоматики.
Характер ремонтных работ разнообразен. К ним относят: ремонт реле, связанный с изготовлением и заменой отдельных частей и деталей, проверкой релейной аппаратуры; ремонт панелей, при котором приходится выполнять новые отверстия и заделывать старые, а также восстанавливать лакокрасочные покрытие; соединение контрольных кабелей и переразделку их концов; пайку контактных соединений и приклеивание отдельных деталей.
Если ремонт панелей управления защиты и автоматики и контрольных кабелей производят на месте их расположения, то для ремонта аппаратуры релейной защиты и автоматики и контрольных кабелей выделяют специально оборудованные помещения (производственные и вспомогательные), которые должны быть сухими, светлыми, чистыми и отапливаемыми.
К производственным относят помещения для проверки и регулировки реле, ремонта реле и приборов, электромонтажных и слесарных работ. В ряде случаев выделяют отдельные помещения для точных электрических измерений при проверке электроизмерительных приборов. Расчёт производиться в соответствии с санитарными нормами СН245-64. Объём помещения на каждого работающего должен составлять не менее 15 м3, площадь — не менее 4,5-6 м2, высота помещения – не менее 3 м. Вспомогательные помещения служат для хранения испытательного оборудования, измерительных приборов, материалов и инструментов.
Помещение для проверки и регулировки реле должны быть оборудованы стационарными стендами, оснащёнными устройствами для планового регулирования напряжения и тока (постоянного и переменного), а также сдвига фаз переменного тока, измерительными приборами (в том числе и для снятия временных характеристик), кронштейнами, на которых можно удобно и быстро устанавливать реле для проверки, и коммутационными аппаратами, позволяющими быстро собирать необходимую схему для проверки реле. В этом же помещении могут находится установки для проверки щитовых и лабораторных измерительных приборов.
Помещение для ремонта реле и приборов оснащают соответствующими рабочими местами. Рабочее место состоит из двухтумбового стола с выдвижными ящиками, в которых хранятся инструмент, отдельные детали и ходовые запасные части, необходимый минимум приборов (вольтметр, мегомметр и др.). на столе находится щиток питания, настольная лампа, регулировочный автотрансформатор (ЛАТР-1 или ЛАТР-2), поставка для паяльника, припоя и флюса.
Кроме того, целесообразно иметь специальные рабочие столы для ремонта более громоздкого реле, регуляторов и электронных аппаратов и приборов. Этот стол имеет среднюю выдвижную часть с поворотным кругом, на котором располагают ремонтируемый аппарат или прибор.
Ремонт
При внешнем и внутреннем осмотре проверяют: целостность пломб, исправность кожуха, его крепление к цоколю и уплотнение стекла; состояние выводов реле, исправность резьбы винтов и втулок, целость головы винтов и шлицев, граней гаек и концов шпилек, наличие шайб и контргаек.
Перед работой при проверке механизм реле тщательно очищают от пыли и следят за тем, чтобы не было металлических опилок и стружек на магнитопроводе, якоре и в зазоре между якорем и сердечником.
Проверяют прочность паек. Ненадёжность и окислившиеся соединения перепаивают заново электрическим пальником. В качестве флюса применяют только канифоль, а паяют припоем ПОС-40. Перед пайкой детали тщательно обслуживают. Паять следует быстро, хорошо разогретым паяльником, чтобы не повредить изоляцию проводов от сильного нагрева.
У реле с гибкими многопроволочными токопроводами проверяют, нет ли оборванных проволочек и надломов в пайках. Гибкость токоподводов должна быть достаточна и не препятствовать движению механизма не реле. В любом положении токоподводы не должны касаться крышки и механизма реле.
Проверяют величину между якорем и сердечником реле, начальное расстояние между замыкающими контактами, прогиб замыкающих и размыкающих контактов при их срабатывании, одновременность замыкания и размыкания контактов. Контакты, потерявшие правильную форму, заменяют новыми, а слегка подгоревшие очищают надфилем и полируют воротилом. Помятые и погнутые контактные пружины выпрямляют или заменяют.
Опорами поворачивающихся частей реле служат керны с подпятками и цапфы с подшипниками, обычно скольжения. Наиболее часто встречается установка поворачивающихся частей в подпятниках, на которые она опирается заострёнными концами своей оси, на кернах, запрессованных в полую ось или буксы, также в цапфах. При ремонте опор приходится выполнять выемку, установку и заточку кернов, удаление, установку и завальцовку подпятников.
Часто керны из оси или буксы можно вынуть, зажав часовыми тисочками или в цанге часового станка и поворачивая от руки шпиндель в одну и другую стороны. Иногда приходится смазывать места ввода керна часовым маслом, разведённым на керосине, для облегчения вынимания керна. Когда керн запрессован глубоко и его невозможно ухватить инструментом, буксу или ось подрезают торцевой фрезой.
Заточку и полировку кернов выполняют на часовом токарном станке под углом 45-55о, после чего вершину конуса необходимо закруглить. Керн обрабатывают последовательно: сначала затачивают надфилем или точильным камнем, затем шлифуют мелкозернистым камнем “Арканзас” и, наконец, полируют с помощью полировочной пасты, наносимой на срез куска толстой кожи.
Для контроля качества в процессе заточки пользуются бинокулярной лупой с 40-50-кратным увеличением. Перед установкой керн промывают очищенным бензином, а остатки грязи удаляют, прокалывая керном папиросную бумагу.
Подпятники могут быть сферические, конические, амортизированные и неамортизированные. Основным элементом любого подпятника является твёрдый камень (собственно подпятник), завальцованный в оправу. Исправность подпятников определяют, осматривая их поверхность через бинокулярную лупу, проверяя отсутствие царапин, трещин и других дефектов. При отсутствии лупы подпятник проверяют ощупыванием остро заточенной стольной иглой. Если же при движении острия иглы по поверхности подпятника ощущается заедание, подпятник неисправен.
Повреждённый подпятник заменяют, для чего устанавливают его в металлическую оправу, а затем камень разбивают лёгкими ударами часового молотка по керну, вставленному в углубление. При этом пользуются приспособлением в виде металлической плиты с высверленными гнёздами разного диаметра, число и диаметры которых соответствуют числу и диаметрам различных подпятников, применяемых в данной лаборатории. Остатки камня удаляют, гнездо оправки очищают, закрепляют оправку в цангу токарного станка, вставляют новый подпятник и закатывают его. Закатку осуществляют, нажимая на край оправки отполированной стальной пластиной при работающем станке до тех пор, пока подпятник не будет прочно сидеть в гнезде. В некоторых случаях оправку приходится немного стачивать со стороны установки подпятника, что позволяет при закатке плотно запрессовать подпятник в гнезде оправки. Цапфы могут быть в виде концов осей, входящих в подшипники, или самостоятельными деталями, обычно запрессованными в латунные оправки (например, в реле РТ-40). Цапфа должна иметь форму кругового цилиндра, боковая поверхность которого строго концентрична относительно геометрической оси, т.е. все точки боковой поверхности в любом поперечном сечении лежат на окружности, центром которой является соответствующая точка оси. При ремонте цапф допускается только их полировка с помощью мелкозернистой полировочной пасты.
Исправные и правильно установленные спиральные пружины расположены так, что все витки а плоскости, перпендикулярной оси, находятся на одном расстоянии, каждая от двух смежных. Если имеется незначительное отклонение от этих требований, пружину можно выправить подгибанием пружинодержателей или самих пружин непосредственно в месте их пайки к пружинодержателям. При значительном повреждении пружину требуется заменить. При замене подбирают и подгоняют по месту новую пружину, устанавливая правильное соотношение размеров между внутренним и внешним пружинодержателями. Обрезают ножницами внутренний конец пружины так, чтобы при пайке к пружинодержателю ось подвижной системы оказалась в центре внутреннего витка пружины. Наружный и внутренний концы пружины выгибают таким образом, чтобы расстояние от центра до отогнутых концов соответствовало размерам от центра до наружного и внутреннего пружинодержателей. После этого приступают к припайке пружины, для чего предварительно зачищают её концы мелкой крокусной шкуркой, наклеенной на концы пинцета, удерживая другим пинцетом пружину на расстояние около 5 мм от края. Затем обслуживают защищенные концы пружины оловом или оловянно-свинцовым припоем с большим (50-60%) содержанием олова, протерев перед этим облуживаемые участки тампоном (из кусочка ваты, накрученной на конец спички), увлажнённым спиртовым раствором канифоли, расположив внутренний пружинодержатель горизонтально, навешивают на него пружину внутренним концом. Пружинодержатель в месте припайки пружины должен быть тоже облужен. Паяльником прогревают снизу пружинодержатель до температуры плавления припоя.
После припайки внутреннего конца пружины производят её центровку (ось вращения подвижной части реле должна быть в центре моментной пружины).
Установив наружный пружинодержатель так, чтобы наружный конец пружины можно было свободно поместить на место припайки, припаивают наружный конец так же, как и внутренний, после чего производят окончательную центровку пружины, проверяя её при всех положениях поводка уставок реле.
Ремонт корпусов и деталей из пластмасс сводится к склеиванию и заполнению трещин, а также замене разбитых смотровых стёкол. Детали из термо- и реактопластов ремонтируют с помощью холоднотвердеющих акриловых пластмасс. Пластмасса АСТ-Т состоит из отдельно расфасованного порошка и жидкости, которые смешивают перед употреблением в соотношении 1:0,9 в стеклянном сосуде. После набухания смесь наносят на предварительно обезжиренное восстанавливаемое место и закрывают листом целлофана для предохранения жидкости от испарения. Отвердевание происходит через полчаса при 20-25оС.
Стиропласт СБ (старая марка АСТ-4) приготавливают из порошка (98 % эмульсионного полистирола, 2% перекиси бензола) и жидкости (97% метилметакрилата и 3% диметиланилина). Порошок и жидкость смешивают в соотношении 1:1 и после набухания в течении нескольких минут массу заливают в трещины или заполняют ею место скола. Отвердевание происходит через полчаса при 20оС.
При ремонте реле и приборов для склеивания деталей и частей получили распространение следующие клеевые составы.
Универсальные фенольные клеи БФ-2, БФ-4 и БФ-6 используют для склеивания различных материалов: БФ-2 и БФ-4 – преимущественно твёрдых изоляционных, а БФ-6 – металлов, ткани, войлока и приклеивания их к металлам.
Эпоксидный клей холодного отвердевания применяют для склеивания однородных и разнородных материалов (текстолита, деталей приборов, склеивание кожаных ремней, заделки раковин, заливки моточных изделий).
Полистирольный клей приготавливают, растворяя блочный полистирол в метаксилоле (200 г на 1 л) и применяют для заполнения трещин в полистирольных деталях и склеивания их.
При ремонте корпусов реле и приборов особое внимание нужно обращать на плотность прилегания крышек к цоколю и стекол к крышкам, а также на состояние уплотнений. Для установки стекол можно использовать рубракасную замазку и эпоксидную мастику. Для приготовления замазки рубракас “а” (43%) закладывают в железный сосуд, добавляют масляный изоляционный лак ГР-95 (11,3%), касторовое масло (0,1%) и расплавляют на электролите. Затем добавляют каолин (45,6%) и перемешивают до получения однородной массы, после чего её разливают на куски материи (фланели, бязи), которые завертывают и опускают в холодную воду.
Для приготовления эпоксидной мастики берут эпоксидную смолу ЭД-6 (100 мас. ч.), подогревают до 80-90оС и при тщательном перемешивании добавляют дибутилфталат (40 мас. ч.), просеянный графит (20 мас. ч.) и поливинилбутираль (40 мас. ч.). Перед употреблением в мастику вводят полиэтиленполиамин (7 мас. ч.).
При установке стекла из рубракасной замазки вытягивают шнур диаметром 2 мм, укладывают его по периметру стекла, подогретого до 60-70оС, а затем стекло в крышку реле или прибора, нагревают в термостате при 80-100оС до размягчения замазки, прижимают стекло к крышке, наносят шприцем или шпателем по контуру стекла шов эпоксидной мастики. Перед установкой нового стекла (после удаления остатков старого) край крышки под стекло тщательно очищают от остатков замазки и мастики, протирают бензином и просушивают. При отсутствии замазки стекло можно установить на эпоксидной мастике, для чего также приготовляют пасту на основе эпоксидной смолы ЭД-6 (100 мас. ч.), которую подогревают до 60оС, смешав с дибутилфталатом (20 мас. ч.), в смесь на 100 мас. ч. вводят прокалённый просеянный графит (75 мас. ч.) и 50%-ный спиртовой раствор гексаметилендиамина (15 мас. ч.), перемешивая всё при комнатной температуре. Затем добавляют смесь ацетона с толуолом и полученную таким образом пасту перемешивают.
Обмотка — это совокупность определенным образом расположенных и соединённых проводников, предназначенных для создания или использования магнитного поля.
Обмотку или часть её в виде отдельной конструктивной единицы называют катушкой обмотки, или просто катушкой. В ряде аппаратов обмотка состоит из нескольких катушек. Одновременное повреждение всех катушек обмотки в процессе эксплуатации маловероятно. Поэтому ремонт обмотки обычно сводится к выявлению повреждённой катушки и ремонту или замене её новой.
Повреждённые каркасы с уцелевшей обмоткой иногда можно отремонтировать без её снятия. Поломанные щеки склеивают, в частности, клеем БФ-2. место излома тщательно очищают от пыли и следов масла и просушивают. На склеиваемые поверхности наносят тонкий слой клея и высушивают на воздухе, затем наносят второй тонкий слой клея и слегка просушивают. Склеиваемые части каркаса соединяют по поверхности излома и сжимают подходящим в каждом конкретном случае способом (струбциной, наложением бандажа из проволоки или ленты и др.). Катушку помещают в термостат и выдерживают в течении 1-2 ч при 100-110оС. после этого склеиваемый каркас в сжатом состоянии охлаждают до комнатной температуры.
Обрывы часто бывают у места припайки проводов к выводам или верхнем слое обмотки. Поэтому достаточно снять изоляцию и несколько витков обмотки, чтобы обнаружить повреждение и устранить его.
Катушки электрических аппаратов по способу изготовления делят на каркасные и бескаркасные. Каркасы изготовляют из электротехнического картона, гетинакса, текстолита и других листовых изоляционных материалов. Картонные каркасы склеивают, из гетинакса или текстолита, обладающего достаточной прочностью, их выполняют без склеивания или крепежных деталей.
Намотку каркасных катушек производят на намоточных станках. В каркас вставляют деревянную оправу, соответствующею внутренним размерам каркаса. Шпиндель станка состоит из двух частей (длинной левой с нарезкой и короткой правой без нарезки). Обе части соединяются вилкой.
Каркас с оправкой закрепляют на левой половине шпинделя гайками. Затем левую часть шпинделя с надетым на неё каркасом соединяют с правой и вставляют в разборную подшипниковую стойку. Шпиндель приводится во вращение рукояткой через шестерни и с передаточным числом примерно 1:5 (при одном обороте рукоятки шпиндель делает пять оборотов). Катушку с проводом устанавливают на стойку. Провод, сходящий с катушки, пропускают через натяжной зажим. Счетчик служит для учёта количества уложенных витков.
Начальный вывод катушки перед укладкой первого витка изолируют накладкой из лакоткани. Изолированный вывод (провод) укладывают на втулке каркаса и закрепляют нитками. если начальный вывод необходимо пропустить через торцевую стенку каркаса наружу, к нему сначала припаивают гибкий изолированный проводник, который пропускают через эту стенку.
При намотке одной катушки между слоями витков прокладывают тонкий слой бумаги (папиросной или кабельной), а при намотке нескольких катушек – слой лакоткани между катушками.
Участки провода с нарушенной изоляцией изолируют двумя слоями кабельной бумаги или лакоткани. При сращивании концы провода защищают от изоляции, скручивают и пропаивают. Заканчивают намотку катушки следующим образом. Под последние 10 – 15 витков подкладывают двойной слой бумаги и петлю из тафтяной ленты. продевают провод в петлю и туго её затягивают. Затем кусачками перерезают наматываемый провод, оставив конец для вывода, защищают мелкой наждачной шкуркой концы катушки от изоляции и снимают катушку с оправки. К концам катушки припаивают выводы. В случае гибких выводов защищают концы катушки и выводов, делают скрутку, пропаивают и изолируют место соединения.
При жёстких выводах (диаметр провода до 1,5 мм2) защищают концы катушки, наматывают их на средний хвостовик вывода и пропаивают место соединения; при диаметре провода более 1,5 мм2 можно расклепать молотком конец провода, наложить его на средний хвостовик вывода, скрепить с последним несколькими витками медной проволоки и пропаять место соединения. Жёсткие выводы устанавливают на катушке и под них подкладывают прокладки. Расстояние между выводами должно быть не менее 18 мм, а от любого края вывода до края прокладки – не менее 8 мм. Изоляция конца катушки должна находить на прокладку не менее чем на 5 мм. Во избежание разрыва вывод около места пайки укладывают зигзагом.
Выводы закрепляют (каждый отдельно) на поверхности катушки нитками. Над каждым выводом помещают картонную прокладку толщиной 0,3 – 0,5 мм. Если вывод жёсткий, прокладку прорезают и надевают на зажим. Для гибкого вывода в прокладке делают отверстие, через которое его пропускают. Прокладку прочно закрепляют нитками.
Рассмотрим три варианта выполнения бескаркасных обмоток, отличающихся экономией материала и позволяющих уменьшить габариты катушки.
При первом варианте берут оправку, на края которой временно надевают съёмные щечки. Оправку устанавливают на намоточный станок и наматывают на неё один-два слоя бумаги или тонкого картона, а затем промазывают бакелитовым лаком, не захватывая нижнего слоя, прилегающего к оправке, во избежание приклеивания к ней. Поверх образованной таким образом гильзы кладут куски тафтяной ленты. После этого намотку провода, укладывая слоями виток к витку. Через два-три слоя обмотку покрывают бакелитовым лаком и скрепляют, укладывая поверх свободные концы тафтяной ленты. Затем кладут следующие куски тафтяной ленты и наматывают ещё два-три слоя провода. Такую операцию производят до окончания намотки, после чего концы ленты укладывают на промазанные бакелитовым лаком провода, накладывают на провода несколько слоев тонкого электрокартона и скрепляют их нитками. Катушку просушивают, а по окончанию сушки вынимают из неё оправку, предварительно удалив щечки.
При втором варианте берут специальную оправку со съёмными щечками, устанавливают её на намоточный станок, вкладывают в прорези тафтяную ленту, концы которой выпускают по обе стороны оправки и закрепляют на щечках. Каждый кусок ленты должен быть такой длинны, чтобы ими можно было связать витки катушки после намотки. На оправу наматывают один-два слоя тонкого картона, затем провод, по окончанию намотки скрепляют с четырёх сторон концами тафтяной ленты и снимают катушку с оправки.
При третьем варианте для намотки рамок измерительных приборов применяют оправку – разборный шаблон, состоящий из двух накладных щечек и основания, разрезанного на четыре части. В каждой из частей закреплено по две направляющие сквозные шпильки, которые при сборке входят в отверстия щёчек. Последние сжимаются с помощью гаек, навёртываемых на трубку с наружной резьбой, которая пропущена через отверстие. При намотке бескаркасной рамки каждый ряд проводов слегка смачивают профильтрованным бакелитовым лаком. Чтобы после намотки и просушки рамку можно было легко снять с шаблона, его рабочую часть перед намоткой покрывают тонким слоем парафина и оклеивают станиолью, поверх которой также наносят слой парафина.
Устройство для определения числа витков состоит из сердечника со съёмным ярмом, эталоном катушки с отпайками и переключателем, обмотки и нульиндикатора переменного тока. Для определения числа витков в катушке её надевают на один из стержней сердечника, последний замыкают ярмом, подключают питание к обмотке и, манипулируя переключателем, подбирают такое число витков эталонной катушки, чтобы индуктированная в ней ЭДС была равна ЭДС, индуктированной в проверяемой катушке (в этом случае нульиндикатор покажет, что уравнительный ток по встречно подключённым катушкам и не проходит). При этом число витков в проверяемой катушке равно известному числу витков эталонной катушки.
Устройство для выяснения короткозамкнутых витков в катушке содержит разомкнутый сердечник, питающую обмотку, размещённую в середине сердечника, вторичную обмотку (одинаковые катушки которой симметрично размещены на сердечнике по разные стороны от питающей обмотки и включены встречно между собой) и милливольтметр. Поскольку катушки обмотки включены встречно, их ЭДС уравновешены и стрелка прибора находится против нулевого деления шкалы. Равновесие не нарушится, если проверяемая катушка, надетая с одной стороны на сердечник, не имеет короткозамкнутых витков. Если же в проверяемой катушке есть короткозамкнутые витки, по ним будет протекать индуктированный ток, в результате магнитное равновесие нарушится и стрелка прибора отклонится.
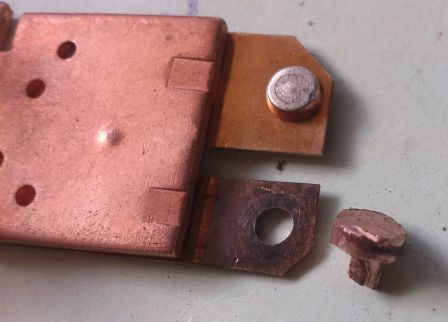
При ремонте аппаратуры релейной защиты и автоматики значительный объём работ составляет ремонт контактных соединений и контактов и выявление дефектных, демонтаж контактных соединений, зачистку контактных поверхностей контактов, замену контактов или отдельных деталей, вышедших из строя, переделку замыкающих контактов на размыкающие и, наоборот, регулировку контактов.
При осмотре резьбовых контактных соединений обращают внимание на исправность резьбы винтов и втулок, целость головок винтов и шлицев, граней гаек и концов шпилек, наличие шайб, гаек и контргаек.
Прочность паек проверяют осмотром и лёгким подёргиванием. Ненадёжные и окислившиеся соединения перепаивают. Дефектные детали резьбовых соединений заменяют новыми. Выводы аппаратов надёжно закрепляют в основаниях, а подключаемые к ним провода зажимают. Должны быть приняты меры от воздействия механических усилий на контактное соединение. Если выводы аппарата установлены на металлическом основании, необходимо их надёжно изолировать.
При осмотре контактов аппаратов, предназначенных для замыкания и размыкания электрических цепей, проверяют состояние подвижных и неподвижных контактов. Подгоревшие и оплавившиеся контакты зачищают надфилем и полируют стальной пластинкой (воронилом). Промывка контактов какими-либо составами или жидкостями не допускается. Коммутирующие контакты, выполненные из композиций на основе серебра методом металлокерамики, не зачищают, а при износе заменяют новыми.
Контролируют ход подвижных контактов и совместный ход подвижных контактов с неподвижными, раствор (зазор между контактами в отключённом положении), движение подвижного контакта относительно неподвижного после их соприкосновения (скольжение, перекатывание).
Проверяют последовательность замыкания и размыкания контактов. Каждый мостиковый контакт должен одновременно соприкасаться с неподвижными контактами, контакты всех полюсов автоматов, контакторов и магнитных пускателей должны замыкаться одновременно; в кнопках управления реверсивными магнитными пускателями (при воздействии на неё) сначала должен размыкаться контакт и после некоторого свободного хода замыкаться замыкающий контакт; в аппаратах для переключения в цепях трансформаторов тока необходимо безобрывное переключение, когда при любом положении переключателя обеспечивается непрерывность токовой цепи. Замыкание и размыкание в командо-аппаратах (ключей управления и других многократных аппаратов) должно происходить в соответствии с контроллёрной диаграммой.
Последовательность замыкания и размыкания контактов удобно контролировать с помощью ламп. Для проверки одновременности замыкания контактов трёхполюсного автомата, контактора или рубильника собирают схему. Если контакты отрегулированы правильно, при медленном движении подвижных контактов к неподвижным их начальное касание произойдёт в одно и то же время, что можно установить по одновременному загоранию всех трёх ламп. Для проверки последовательности замыкания контактов кнопки управления собирают схему. При правильной регулировке контактов, если воздействовать на кнопку, медленно вжимая её, погаснет одна из ламп, после чего загорится вторая лампа. Для проверки контакта, переключающего электрическую цепь без обрыва, собирают схему. Если контакты отрегулированы правильно, будет гореть первая лампа, при воздействии на подвижный контакт сначала загорится вторая лампа, причём первая будет продолжать гореть, а затем, при дальнейшем движении подвижного контакта, погаснет.
При регулировке контактов добиваются нормированных значений растворов, провалов, нажатия (начального и конечного) контактов. Контакты должны соприкасаться по линии, прилегая один к другому не менее 70-80% ширины контакта от момента начального касания до полностью включенного состояния. При замыкании и размыкании подвижный контакт должен перекатываться с одновременным проскальзыванием по неподвижному контакту. Рассмотрим, как происходит включение главных (силовых) контактов контактора от момента начального касания до окончательного включения.
При повороте вала планка, закреплённая на нём, также поворачивается, пружина сжимается, и нажатие контакта увеличивается до момента окончательного включения. При этом подвижный контакт перекатывается с одновременным проскальзыванием по неподвижному контакту. В момент начального касания возникает значительное переходное сопротивление и под действием тока нагрузки возможно в этом месте оплавление контакта. Однако благодаря проскальзыванию происходит самочищение контакта и установка его на неповреждённом участке.
Начальное нажатие измеряют при разомкнутом контакте, для чего на подвижный контакт в месте начального касания надевают петлю из тонкого шнура и, вставив между подвижным контактом и планкой за петлю динамометром. Показание динамометра, когда полоску бумаги можно легко вытянуть, определяет начальное нажатие контактов.
Конечное нажатие измеряют аналогичным способом, но петлю надевают на подвижный контакт в месте касания контактов при включенном контакторе, а полоску тонкой бумаги вставляют между неподвижным и подвижным контактами.
Раствор контактов измеряют при отключенном контакторе в самом узком месте между контактами. При этом пользуются шаблоном в виде пластинки, одна сторона которой равна минимальному, а другая максимально допустимому раствору.
Провал практически замерить нельзя. Поэтому мерой провала служит расстояние между планкой и подвижным контактом в месте упора при включенном контакторе. Очевидно, рассмотренные параметры зависят от величины хода якоря магнитной системы. При наличии блок-контактов их регулировку выполняют также исходя из нормированных рассмотренных параметров.
Источник