
- Электростатическая окраска — устройство и принцип действия
- Электростатическая покраска
- Что такое электростатическая покраска?
- Принцип работы оборудования для нанесении ЛКМ в электростатическом поле
- Из каких элементов состоит электростатическое оборудование?
- Смотрите видео электростатической покраски мебели из дерева
- Рекомендуемое удельное электрическое сопротивление лакокрасочных материалов
- Пример системы распыления в электростатическом поле
- Преимущества и недостатки электростатического метода нанесения лакокрасочных материалов
- Достоинства электростатического метода нанесения краски и лака
- Недостатки электростатического метода нанесения краски и лака
- Преимущества современных систем электростатической окраски
- Важная роль временного фактора при электростатической окраске
- Можно ли наносить водные материалы электростатическим методом
- Отзывы посетителей сайта :
Электростатическая окраска — устройство и принцип действия
Электростатический распылитель краски впервые был запатентован в период с 1941 по 1944 год американским ученым и исследователем Гаральдом Рансбургом. Прежде чем запатентовать свое изобретение, и уже после патентования первых его версий, Рансбург много экспериментировал в лаборатории, доводя до совершенства придуманный им метод электростатического нанесения краски.
И вот, в 1951 году изобретателем был получен патент US 2697411 на устройство для нанесения краски путем электростатического напыления, которое и стало прототипом современных инструментов. В те же годы Гаральдом была создана фирма Ransburg, которая и по сей день занимается производством и совершенствованием оборудования для электростатической окраски.
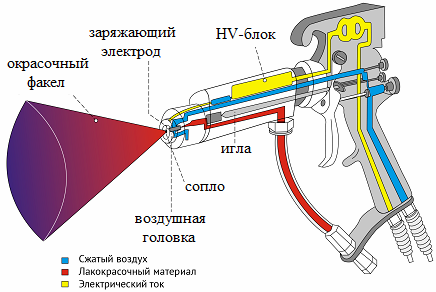
Принципиально метод состоит в следующем. Жидкий лакокрасочный материал распыляется, как обычно, краскопультом, но с одним дополнительным условием. При прохождении через краскопульт, краска заряжается, соприкасаясь со специальным электродом возле сопла краскопульта, до высокого отрицательного напряжения, уровень которого достигает 100000 вольт.
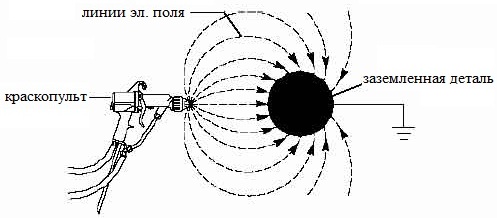
После выхода из сопла, отрицательно заряженные частички краски устремляются по направлению силовых линий электростатического поля к заземленному изделию, которое необходимо покрасить. То есть высокое напряжение оказывается приложено между краскопультом и окрашиваемым изделием.
Распыление краски осуществляется благодаря сжатому воздуху, то есть пневматическим методом, либо безвоздушным распылением, когда краска под давлением устремляется через щель сопла. Это две традиционные разновидности распыления при электростатическом нанесении краски. Бывают еще комбинированные системы.
Далее одноименно заряженные частички краски, вылетев из сопла, взаимно отталкиваются в соответствии с законом электростатики, формируя естественным образом окрасочный факел. Факел частиц устремляется силами электростатического притяжения в сторону заземленной детали, и частицы, двигаясь вдоль линий напряженности электростатического поля равномерно покрывают деталь. Как таковой эффект тумана краски отсутствует, а коэффициент переноса лакокрасочного материала на изделие достигает 98%.

Данный метод нанесения позволяет сильно экономить лакокрасочный материал, и вообще значительно ускоряет процесс окрашивания. При окрашивании больших изделий, таких как трубы, обычным способом, их нужно было бы переворачивать в процессе окраски несколько раз, чтобы краска легла бы равномерно и со всех сторон.
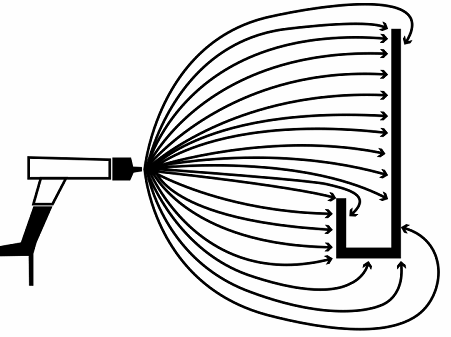
Но при электростатическом нанесении это уже лишнее, ибо заряженные частички краски сами движутся по линиям электрического поля, огибают изделие со всех сторон, и достаточно одного прохода краскопультом для получения требуемого качественного результата.

Электростатические распылители бывают разными, но есть у них и кое-что общее с традиционными краскопультами. В первую очередь — одинаков принцип проводящих краску каналов. Отличие же заключается в наличии у одних и в отсутствии у других электрода для зарядки лакокрасочного материала, а также высоковольтного блока, обеспечивающего системе необходимое рабочее напряжение.
Корпус электростатического краскопульта, в отличие от обычного, выполнен не из стали и не из алюминия, а из комбинированного пластика, содержащего как проводящие, так и изолирующие части, чтобы рабочий был максимально защищен от случайного поражения током.
Высоковольтная система электростатического краскопульта по своему исполнению может быть классической или каскадной. Классическая схема подразумевает подачу высокого напряжения по кабелю от источника (трансформатора высокого напряжения) к пистолету. Это делает инструмент легким и привносит простоту в его использование, поскольку электроника в корпусе отсутствует.
Имеет место обязательная защита от короткого замыкания. Такой распылитель стоит дешевле и проще ремонтируется. Недостаток классической схемы — нестабильное напряжение на электроде, отсутствие выключателя на распылителе.
Каскадная схема предполагает наличие встроенного в инструмент (непосредственно в распылитель) преобразователя напряжения. На пистолет подается 12 вольт постоянного тока через низковольтный кабель, и внутри инструмента уже напряжение повышается до приемлемого для работы уровня.
Достоинства каскадной схемы неоспоримы: стабильное напряжение, равномерность зарядки, возможность регулировки напряжения на инструменте, наличие выключателя под рукой. Недостатки — больший вес и более высокая стоимость.

Электростатические системы окраски подразделяются на автоматические и ручные. И те и другие могут быть, как отмечалось выше, безвоздушными, комбинированными или пневматическими. Кроме того, автоматические бывают еще дисковыми высокооборотными, а ручные — чашечными низкооборотными. Об этом и поговорим далее.
В обычном случае распыление происходит как и в традиционных краскопультах, — безвоздушные, комбинированные и пневматические распылители электростатического типа так и работают на начальной стадии, но дают экономию краски и высокий коэффициент переноса — до 90% — благодаря действию электростатических сил.
Но у чашечных и дисковых распылителей все происходит несколько иначе: распыление здесь получается благодаря центробежным силам, когда диск или чашка вращаются на распылителе. Вращение развивается путем действия сжатого воздуха на чашку или диск, а нанесение — действием электростатики. Так достигается перенос до 98% лакокрасочного материала.
Ручные низкооборотные распылители чашечного типа имеют скорость вращения чашки всего 600 оборотов в минуту, и хотя дают 98% переноса краски, не нашли особо широкого применения на крупных промышленных производствах, поскольку производительность их низка, максимум 200 миллилитров краски в минуту.
Тем не менее, на малых производствах, особенно при окраске металлических решеток, ручные чашечные электростатические распылители пользуются заслуженной популярностью в силу своей экономичности и эффективности.
Автоматические же дисковые высокооборотные краскораспылители, с поддувом сжатым воздухом по периферии факела для его сужения, имеют скорость вращения диска до 60000 оборотов в минуту, и обладают значительно более высокой производительностью при высокой эффективности переноса (до 90%). Такие электростатические распылители широко применяются в промышленности, например при окраске кузовных деталей автомобилей, бытовой техники, металлоконструкций типа мебели и т. д.
Имеет электростатический метод окраски и свои отличительные нюансы. Во-первых, это работа под высоким напряжением. Безусловно, преимущество в переносе до 98% материала крайне важно, но есть здесь и традиционные ограничения.
Лакокрасочный материал должен обладать определенным минимальным сопротивлением, чтобы он мог достаточно зарядиться, пройдя возле высоковольтного электрода, иначе качество окраски снизится, например наличие металлической пудры в составе эмалей не лучшим образом сказывается на качестве окраски.
Разбавленные водой материалы опасны короткими замыканиями. Между тем, современное оборудование не стоит на месте, совершенствуется, и данные ограничения уже не являются непреодолимыми препятствиями для окраски.
Отдельно стоит сказать а свойствах окрашиваемых поверхностей. Непроводящие материалы, такие как дерево, пластик или резина, окрасить просто так не удастся, нужны дополнительные предварительные работы. Прежде наносят токопроводящий грунт или увлажняют материал, затем наносят краску электростатическим методом.
Форма окрашиваемого предмета также очень важна. Поскольку частички краски, заряженные, и движущиеся по линиям поля, устремляются к изделию прежде всего в направлении наиболее заряженных его участков, то впадины или карманы прокрасить не удастся, ведь электрического поля в них почти не будет, сработает эффект клетки Фарадея. Острые же выступы — напротив, окрасятся лучше всего, поскольку напряженность электрического поля вблизи них будет наибольшей.
Тем не менее, есть выход. Карманы и впадины окрасить можно, для этого просто отключают высокое напряжение, и производят окраску как обычным пневматическим или безвоздушным краскопультом. Все эти нюансы важно учитывать.
Установки для окраски электростатическим способом состоят из следующих частей: краскопульт, источник высокого напряжения, шланги различного назначения (для воздуха и для краски), кабель питания, заземляющий кабель, насос, бак.
Установка перед началом работы обязательно надежно заземляется. В качестве источника высокого напряжения может использоваться как электрическая сеть, так и другой источник питания, в частности — мобильный пневмогенератор постоянного напряжения для автономной работы установки в условиях отсутствия обычной сети.

Стоит отметить, что технология электростатической окраски, со времен изобретения Рансбургом его первого электростатического краскораспылителя, непрерывно совершенствуется на протяжении десятилетий. И на сегодняшний день именно электростатическая окраска заслуженно занимает место самой экономичной технологии нанесения лакокрасочных материалов, при которой достигается максимальный перенос краски на изделие.
Количество отходов снижено здесь до минимума, поэтому как при мелкосерийном производстве, так и на крупных промышленных предприятиях, на заводах, электростатическая окраска пользуется сегодня большим успехом.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Подписывайтесь на наш канал в Telegram!
Просто пройдите по ссылке и подключитесь к каналу.
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Электростатическая покраска
Что такое электростатическая покраска?
Электростатическая покраска — это нанесение на поверхность краски с использованием сил взаимодействия между неподвижными точечными электрическими зарядами (кулоновская сила).
Для любознательных, что такое закон Кулона :
Закон Кулона — физический закон, описывающий силу взаимодействия между неподвижными точечными электрическими зарядами в зависимости от расстояния между ними.
Наверное, всё равно непонятно, потому что физика была давно и в школе, дальше будет проще .
Принцип работы оборудования для нанесении ЛКМ в электростатическом поле
Оборудование для нанесении ЛКМ в электростатическом поле работает с использованием закона взаимодействия заряженных частиц.
Из каких элементов состоит электростатическое оборудование?
Электростатическое оборудование состоит из насоса и специального пистолета, подключённого к источнику электрического питания.
Для придания каплям ЛКМ электрического заряда в краскораспылитель вмонтирован генератор высокого напряжения, обеспечивающий заряд (отрицательный) капелек ЛКМ, вылетающих из сопла.
Смотрите видео электростатической покраски мебели из дерева
Окрашиваемое изделие размещается на металлическом столе, к которому присоединён заземляющий кабель. Для того, чтобы попадающие на окрашиваемый объект заряды могли стекать через заземление, древесина или же нанесённый ЛКМ должны иметь определенную электрическую проводимость. Для проводимости древесины её влажность должна быть не менее 14%.
Рекомендуемое удельное электрическое сопротивление лакокрасочных материалов
Рекомендуемое удельное электрическое сопротивление ЛКМ лежит в пределах 5х10 ^4 — 5х10^6 Ом. * м. Оптимальная величина его зависит от конкретных условий применения.
Существуют специальные добавки, снижающие сопротивление ЛКМ при необходимости. Выпускаются специальные измерители удельного сопротивления ЛКМ.
Из-за того, что одинаково заряженные частицы отталкиваются друг от друга, в капельках возникает внутреннее расталкивание, имеющее следствием их дальнейшее разделение. Это измельчение не зависит от давления в системе, поэтому материал может быть хорошо распылён и при низком давлении. Однако, это накладывает ограничения на применение метода для нанесения материалов с высокой вязкостью.
Заряженные частицы ЛКМ летят, направляемые электрическими силами, к заземлённому изделию, в том числе на тыльную его сторону. Это позволяет окружить изделие потоком материала и окрасить даже тыльную часть, тем самым ещё больше сокращая потери ЛКМ.
В случае стульев, например, на тыльную часть, попадает обычно до 30% материала, нанесённого на лицевую часть. Таким образом происходит направленный перенос ЛКМ от пистолета до поверхности детали, значительно сокращающий потери материала в случае решётчатых изделий, и повышающий тем самым производительность.
Пример системы распыления в электростатическом поле
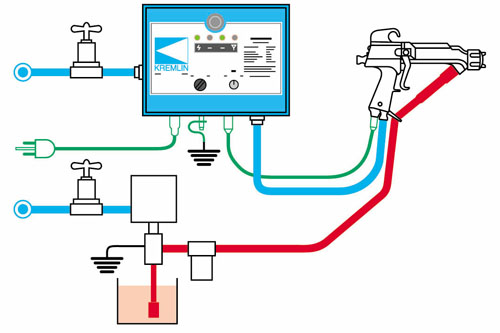
Для примера, обычная система распыления в электростатическом поле включает в себя насос подачи ЛКМ, краскораспылитель с двумя шлангами и блок питания.
Блок питания преобразует переменный ток 220 В в постоянный ток низкого напряжения (12 В), при этом предусмотрена регулировка выходного напряжения и система защиты, блокирующая высокое напряжение при приближении краскопульта к заземлённым поверхностям.
 |
|---|
| Рис. 2. Электростатическая система нанесения краски от фирмы Kremlin |
Маневренный, легкий кабель обеспечивает подачу низкого напряжения 12 В на миниатюрный высоковольтный генератор, встроенный в пистолет. Этот генератор создаст высокое напряжение на заострённом электроде, расположенном в области распылительной головки пистолета.
Регулировка на блоке управления дает возможность изменять высокое напряжение на электроде пистолета в пределах 20 000 — 85 000 В.
Преимущества и недостатки электростатического метода нанесения лакокрасочных материалов
Достоинства электростатического метода нанесения краски и лака
К достоинствам электростатического метода нанесения ЛКМ относят:
- экономия ЛКМ, особенно при окраске изделий, имеющих множество деталей с малой площадью поверхности (например, стулья, оконные рамы)
- быстрое нанесение благодаря лучшему окрашиванию проблемных мест детали, высокому коэффициенту переноса ЛКМ, возможности окрашивания одновременно и с тыльной стороны
- хорошее качество покрытия: однородный слой ЛКМ одинаковой толщины
- улучшенные санитарно-гигиенические условия труда маляра, значительное снижение лакокрасочного тумана
- экологичность: уменьшение выбросов летучих веществ в атмосферу уменьшение затрат на обслуживание рабочего места, кабины (замена фильтров)
Недостатки электростатического метода нанесения краски и лака
К недостаткам электростатического метода нанесения ЛКМ относят:
- при регулировании определённых параметров, таких как электрическое напряжение, электропроводность ЛКМ, давление в системе, скорость воздуха, расстояние пистолета до окрашиваемой поверхности, требуется предельная аккуратность. Если эти параметры не соблюдаются достаточно точно, то потери лакокрасочных материалов возрастают
- окрашиваемое изделие должно иметь простую геометрическую форму. Острые углы создают зоны электростатической тени, которые отклоняют капельки материала, не позволяют им ложиться на поверхность и приводят к формированию неоднородного покрытия. Кроме того, электростатическое поле не образуется внутри углублений и пустот, поэтому нанесение на такие элементы ЛКМ электростатическим способом невозможно
- должна обеспечиваться в определённых пределах проводимость наносимого материала и окрашиваемою изделия. Если нанесенный материал не будет сохранять отрицательно заряженные частицы (большая проводимость, слишком быстрый разряд на землю), то облако распылённого материала будет слишком сильно притягиваться ближайшей окрашиваемой поверхностью, и прокрас противоположной стороны будет недостаточен. И наоборот, если нанесённый материал будет сохранять исходный отрицательный заряд (малая проводимость, слишком медленный разряд на землю), то наносимый материал будет отражаться и возвращаться к той точке, из которой он был распылён, осаждаясь на оператора и на стены покрасочной кабины
- не применимо к материалам с высокой вязкостью (не более 30 сек. DIN4).
Преимущества современных систем электростатической окраски
Современные системы для окраски распылением в электростатическом поле и современные специализированные ЛКМ позволяют пользоваться вышеописанными преимуществами и снизить влияние на результат недостатков метода.
Так, для придания начальной проводимости древесине с низкой влажностью рекомендуется наносить первым слоем водную морилку окунанием. Через 1.5-3 часа после этой операции хорошо окрашиваются в электростатическом поле и фронтальная и тыльная сторона поверхности стульев.
 |
|---|
| Рис. 3. К электростатической покраске готов |
Важная роль временного фактора при электростатической окраске
Следует отметить, что временной фактор играет большую роль в обеспечении начальной проводимости окрашиваемых изделий при нанесении всех слоев покрытия. Длительные промежутки между отдельными окрасочными операциями снижают начальную проводимость.
Можно ли наносить водные материалы электростатическим методом
Нанесение водоразбавимых материалов ручными распылительными пистолетами не применяется из-за того, что оператора в этом случае трудно изолировать от земли и наносимый материал притягивается к его телу.
Отзывы посетителей сайта :
Интересная технология покраски, но в жизни с ней ни разу не сталкивались. Посмотрев видео и прочитав статью об электростатической покраске, можно сделать вывод, что этот способ окраски всё-таки наиболее оптимален для покраски стульев, оконных рам, то есть изделий при покраске которых с помощью обычного пневматического распыления происходят большие потери краски и лака на туманообразование, то есть, говоря по-простому, краска и лак улетают в воздух.
Источник