
- Самодельные сварочные аппараты, полуавтоматы, схемы
- Сварочный полуавтомат от Александра
- Сварочный полуавтомат 30А — 160А своими руками
- Содержание / Contents
- ↑ Внешний вид сварочного полуавтомата
- ↑ Схема и детали сварочника
- ↑ Мотаем сварочный трансформатор
- ↑ Будем мотать дроссель
- ↑ Корпус и механика
- ↑ Файлы
- Камрад, рассмотри датагорские рекомендации
- 🌼 Полезные и проверенные железяки, можно брать
- Сварочный полуавтомат 30А — 160А своими руками
- Содержание / Contents
- ↑ Внешний вид сварочного полуавтомата
- ↑ Схема и детали сварочника
- ↑ Мотаем сварочный трансформатор
- ↑ Будем мотать дроссель
- ↑ Корпус и механика
- ↑ Файлы
- Камрад, рассмотри датагорские рекомендации
- 🌼 Полезные и проверенные железяки, можно брать
Самодельные сварочные аппараты, полуавтоматы, схемы
Svapka.Ru
Сварочный полуавтомат от Александра
Еще одна схема полуавтомата любезно предоставленная посетителем сайта Александром.
Схема была сначала опубликована в комментарии, потом оформлена отдельной статьей с согласия автора. Что из этого получилось смотрите дальше. Если вы не знаете что такое сварочный полуавтомат, то эта статья как раз для вас, здесь описано подробное описание этого устройства.
Собственно сама схема сварочного полуавтомата
Внешне аппарат выглядит таким образом, вид спереди, вид сбоку, вид сверху:



Вентилятор обдува на 220 вольт встроен в боковою стенку полуавтомата:

Внешний вид сварочного (силового) трансформатора ОСМ1-1,0У3 1кВА:



В качестве привода для протяжки проволоки использован двигатель стеклоочистителя ВАЗ 2101:

Сам протяжный механизм выглядит следующим образом:

Для регулировка оборотов двигателя в протяжном механизме использовано проволочное сопротивление ППД50 10 ОМ:

Внешний вид диодного моста В200:

Трансформатор управления выглядит следующим образом:


Дроссель изготовлен на основе сердечника ТС-270:

В качестве сглаживающего конденсатора использована емкость 80В 15000 мкф.:

В качестве реле К2 использован контактор ТКД 503 ДОД:


И на подлесок внешний вид полуавтоматов автора:

Простой полуавтомат сделал не 1 шт. (надежный)
ТР1 Силовой трансформатор (OCM1-1.0У3 1 kVA) или любой другой с поперечным сечением сердечника 40 см :
Первичная обмотка (d 1.4-1.6 мм ): 220 витков; -отвод (d 1,5 мм)
Вторичная обмотка (d Медь 20 мм , Алюминий 30 мм ): 40 витков.
ТР 2 Трансформатор управления (ТС-180 – телевизионный):
В обеих катушках сматываются все обмотки до первичной (до медного или алюминиевого экрана). Лепестки обмоток 2 и 2’ спаиваются вместе. Доматывается вторичная обмотка диаметром 1.5 мм с расчетом, 3,3 вита/вольт, напряжениями 1)28В, 2)23В, 3)24-28В, 4)12-14В.
Дроссель (сердечник трансформатора ТС-270 – телевизионный).
56 витков проводом того же диаметра что и вторичка ТР1. Между железом прокладка из текстолита толщиной 1,5-2 мм. Качество «проварки» зависит от дросселя.
Клапан газа – клапан стеклоомывателя от ВАЗ 2109 ( до 1,5 атмосфер) или стандартный.
Двигатель механизма подачи проволоки – двигатель стеклоочистителя от ВАЗ 2101 с редуктором (также ставил и от ВАЗ 2109 (12В) и от КАМАЗ (12В), все в норме).
Резистор управления скоростью подачи проволоки – проволочный ППД-50 не менее 50 Вт, 10-16 Ом.
Диодные мосты ТР2 любые на 10-40 А.
Силовой диодный мост из 4 диодов В-200 (Любые по 100-200 А каждый. Не «боящиеся» короткого замыкания).
Галетный переключатель на 25А.
Силовое электронное реле К2 на 25-50А. (ТКД53, ТКС103 или аналогичные)
Электронное реле управления К1 на 6-10А. (ТКЕ 24 ГГ1А или ТКЕ 54 ПДЦ, или РЭН 33, или аналогичный)
Конденсатор на 1000-2000 мкФ. 16-50 В. (Для закрытия клапана газа через 1-2 сек после прекращения сварки)
При намотке трансформатора ТР1 каждый слой обмоток промазывать лаком БТ1 или БТ2 (ждать пока высохнет не надо, много не заливать, губкой аккуратно), трансформаторное железо в местах соединения смазывается небольшим слоем эпоксидного клея (или мимент или …) тщательно перемешенного с мелконатертым (пылью) ферритом (в кризисе использовал грифель обычного карандаша).
Между + и – (на выходе) желательно поставить кондер на 10000 или больше мкф.
Автор схемы и владелец сварочного полуавтомата — Александр Рожко. 
Источник
Сварочный полуавтомат 30А — 160А своими руками

Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Содержание / Contents
↑ Внешний вид сварочного полуавтомата
↑ Схема и детали сварочника

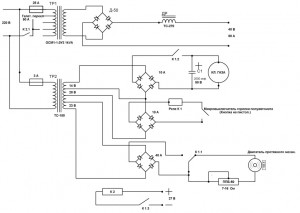
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.

Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
![]()
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт . Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
↑ Корпус и механика
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).



↑ Файлы
Камрад, рассмотри датагорские рекомендации
🌼 Полезные и проверенные железяки, можно брать
Опробовано в лаборатории редакции или читателями.
Источник
Сварочный полуавтомат 30А — 160А своими руками
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Содержание / Contents
↑ Внешний вид сварочного полуавтомата
↑ Схема и детали сварочника
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
![]()
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт . Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
↑ Корпус и механика
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
↑ Файлы
Камрад, рассмотри датагорские рекомендации
🌼 Полезные и проверенные железяки, можно брать
Опробовано в лаборатории редакции или читателями.
Источник


